Pemecahan Masalah Umum Timbangan Multihead dan Perbaikan Dasar
Timbangan multihead melakukan serangkaian gerakan tersinkronisasi yang mencakup getaran mekanis, evaluasi sel beban, dan penghitungan atau algoritme perangkat lunak yang telah diprogram sebelumnya. Saat produksi terhenti, staf pemeliharaan harus menentukan apakah masalahnya disebabkan oleh pengikatan mekanis, hilangnya sinyal listrik, atau masalah perangkat lunak mesin. Panduan ini menguraikan langkah-langkah pemecahan masalah timbangan multihead yang berkaitan dengan kesalahan dasar unit. Jika masalah meluas hingga melampaui unit timbangan dan memengaruhi peralatan pengemasan hilir seperti ban berjalan, operator harus berkonsultasi dengan teknisi yang lebih ahli. pemecahan masalah mesin pengemasan referensi untuk memulihkan aliran produksi secara lengkap.
Mengatasi Bobot yang Tidak Akurat dan Penyimpangan Nol
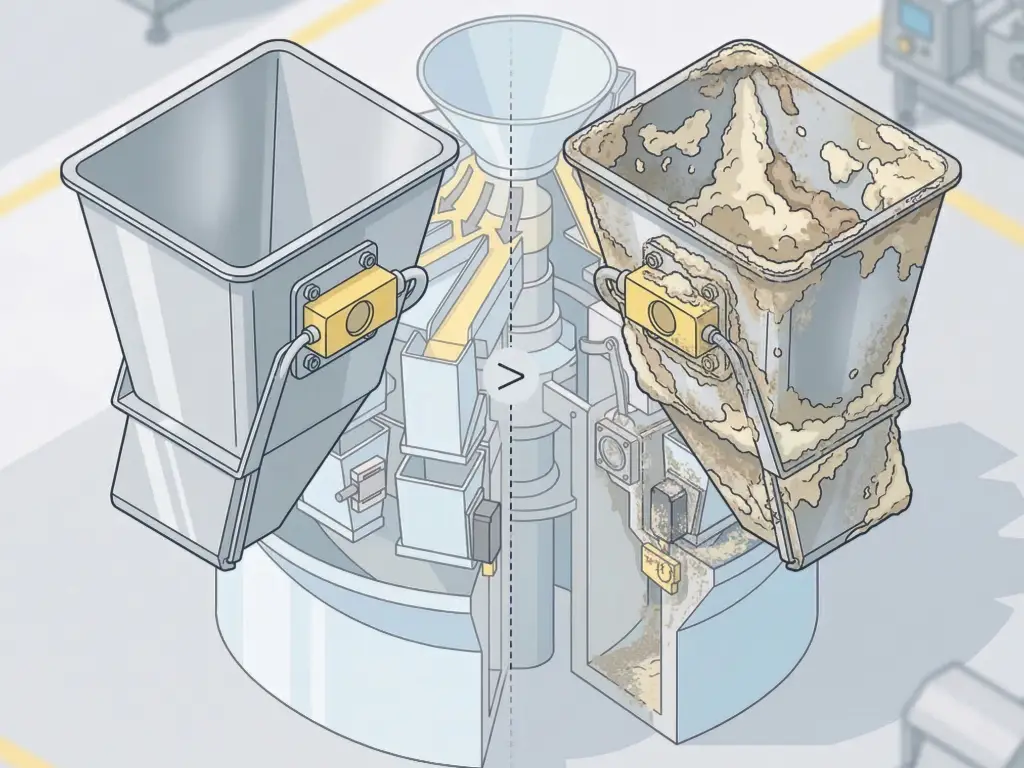
Penimbangan yang tidak akurat adalah kecenderungan ember individu untuk selalu mencatat bobot produk di atas atau di bawah parameter yang diberikan. Kegagalan ini menciptakan masalah kepatuhan dan menyebabkan kerugian finansial, yang berdampak negatif pada konsistensi produk. Penyebab utama kegagalan mekanis adalah adanya residu material di dalam hopper atau bucket. Saat material menempel di dinding ember, sel beban mencatat massa tambahan sebagai bagian dari muatan produk baru selama proses penimbangan.
Zero drift adalah fenomena kelistrikan yang disebabkan oleh faktor-faktor seperti perubahan suhu, kondisi lingkungan, tekanan fisik berlebih, atau getaran terus menerus, yang menyebabkan tegangan dasar sel beban melayang. Dalam kasus seperti itu, teknisi harus mengosongkan semua ember terlebih dahulu untuk mencegah tumpahan. Kemudian, dengan menggunakan antarmuka manusia-mesin (HMI) atau panel kontrol layar sentuh, mulailah proses penomoran otomatis. Jika titik nol terus gagal stabil, kalibrasi penuh akan diperlukan. Agar kalibrasi dapat diselesaikan, timbangan standar bersertifikat (biasanya 500g atau 1000g) harus dimasukkan ke dalam setiap ember timbangan yang telah ditentukan, dan timbangan tersebut harus didaftarkan dalam sistem kontrol lanjutan. Selain itu, Operator harus memastikan bahwa kerangka sel beban tidak terpengaruh oleh apa pun, misalnya angin kencang dari AC, kompresor udara yang beroperasi di dekatnya, atau perubahan lingkungan lain yang dapat menyebabkan getaran.
Memperbaiki Masalah Vibrator dan Penyumbatan Pengumpan
Sistem pengumpanan terdiri dari vibrator kerucut atas utama dan beberapa panci vibrator linier, yang membagi produk curah secara merata untuk penimbangan barang curah yang akurat. Titik diagnosis pertama saat produk gagal masuk ke ember timbangan adalah vibrator. Jika vibrator utama tidak berfungsi, teknisi harus memeriksa catu daya ke relai solid-state di papan drive dan memeriksa sambungan kabel di dalam sistem kelistrikan.
Jika vibrator berfungsi dan produk tidak mengalir, biasanya pengaturan amplitudo tidak tepat, atau ada penyumbatan. Penyumbatan dapat terjadi di panci umpan ketika laju umpan curah dari lift bucket hulu lebih besar daripada laju dispersi kerucut atas, sehingga mengganggu aliran produksi yang stabil. Dalam hal ini, teknisi harus menghilangkan penyumbatan secara manual dan memperlambat laju pengumpanan. Selain itu, ada baiknya juga untuk melihat celah fisik antara elektromagnet dan lengan vibrator. Pengoperasian yang terus menerus dapat melonggarkan baut pemasangan, yang merupakan alasan mengapa celah ini dapat berubah. Untuk mengembalikan celah ke spesifikasi jarak pabrikan, digunakan pengukur peraba standar. Hal ini juga mengembalikan frekuensi dan amplitudo getaran yang tepat, sehingga pengumpan bekerja secara optimal.
Mengoreksi Kerusakan Hopper dan Sensor Fotolistrik
Masalah hopper terjadi ketika pintu mekanis membuka atau menutup secara tidak merata. Hal ini menyebabkan aliran produk yang sangat buruk dan bahkan dapat mengeluarkan produk sebelum waktunya atau tidak pada waktu yang tepat. Hal ini dapat terjadi pada pegas balik, dari sedikit atau tidak ada pelumasan pada sambungan hubungan, jika motor, silinder pneumatik, atau pengaduk rusak. Untuk membuka pintu, teknisi harus memegang pintu untuk mengetahui hambatannya. Jika sambungannya macet, diperlukan pelumas food grade. Jika motor servo atau stepper menghasilkan suara bernada tinggi, maka driver atau motor perlu diganti.
Sensor fotolistrik menunjukkan tingkat produk curah di bagian atas kerucut dispersi. Jika sensor ini gagal, sistem akan kekurangan produk atau meluap. Debu yang menutupi sensor atau penyelarasan sensor yang terlepas dari posisinya adalah masalah kelistrikan yang paling umum terjadi pada sistem jenis ini. Operator harus menyeka lensa sensor menggunakan kain anti-statis yang kering dan memastikan pemancar dan penerima sejajar dengan sempurna. Jika sensor masih tidak mendeteksi material, rangkaian kabel harus diperiksa untuk mencari kabel yang terjepit akibat pencucian.
Skenario Pemecahan Masalah Tingkat Lanjut berdasarkan Jenis Material
Metodologi pemecahan masalah standar sering kali tidak berhasil ketika menghadapi sifat material tertentu. Berbagai produk berperilaku berbeda terhadap permukaan baja tahan karat dan atmosfer di sekitarnya. Pendekatan khusus material untuk pemecahan masalah timbangan multihead meminimalkan waktu henti secara signifikan dalam operasi pengemasan modern.
Bubuk: Gangguan Pembilasan Debu & Gas Sensor
Makanan halus seperti susu formula bayi, bubuk protein, dan kopi bubuk menghasilkan debu di udara dalam volume tinggi selama proses pemberian makan. Akumulasi debu yang cepat terjadi pada sensor fotolistrik, yang akan menyebabkan positif palsu dan menghentikan lift pengumpanan hulu. Masalah debu harus dikelola dengan memasang tudung ekstraksi debu lokal di atas kerucut dispersi utama dan dengan merancang hopper tertutup.
Selain itu, bubuk sangat terpengaruh oleh aliran udara di sekelilingnya. Karena alasan ini, jalur bubuk premium biasanya dihubungkan dengan mesin pengemasan vakum dan pembilasan nitrogen (Nitrogen Flushing Seamer) untuk menjaga sisa oksigen di bawah 3%. Aliran gas nitrogen yang cepat menyebabkan tekanan balik di area pengemasan. Hal ini menyebabkan aliran udara ke atas yang dapat mengangkat ember timbangan sepersekian milimeter, yang langsung merusak keakuratan sel timbangan. Untuk mengatasinya, penyekat udara ditempatkan secara fisik di antara timbangan dan mesin pengemasan hilir. Perangkat lunak timbangan juga harus dimodifikasi untuk menyertakan penundaan stabilisasi yang lebih lama (waktu tunda) setelah berat akhir dicatat. Peralatan harus kedap debu dan tahan ledakan untuk menangani lingkungan bubuk yang mudah menguap.
Butiran & Makanan Ringan: Meminimalkan Masalah Kerusakan & Presisi
Produk tertentu menghadirkan tantangan dalam hal kerusakan fisik atau masalah dengan rasio kombinasi, termasuk keripik kentang, biskuit, dan kacang-kacangan. Produk cenderung pecah jika ada terlalu banyak gaya mekanis pada tahap pengumpanan atau jika ketinggian jatuhan terlalu tinggi. Untuk menghindari kerusakan, operator menurunkan amplitudo garis vibrator linier. Amplitudo yang tinggi menyebabkan barang yang rapuh pecah dan pecah pada panci logam, dan disarankan agar operator menyesuaikan amplitudo ke tingkat di mana produk tidak memantul tetapi meluncur. Selain itu, disarankan agar ketinggian jatuh dari ember timbangan ke hopper pengatur waktu, dan dari hopper pengatur waktu ke mesin pengemas, sekecil mungkin. Gaya tumbukan juga dapat dikurangi dengan pemasangan sisipan saluran bersudut atau pelat penangkap berbentuk cincin khusus.
Untuk masalah presisi saat menangani produk butiran campuran, seperti campuran kenari dan kismis, masalahnya bisa ditelusuri pada penyebaran produk yang tidak merata. Kacang yang berbeda memiliki kepadatan yang berbeda, dan ini memerlukan pendekatan yang berbeda saat menanganinya. Teknisi harus mengatur pengumpan linier ke waktu yang berbeda. Material yang lebih kecil dan lebih padat harus dikontrol agar lebih jarang jatuh dan dengan semburan getaran yang lebih pendek, sementara material yang lebih besar dan lebih ringan harus diberi getaran yang terus-menerus. Pendekatan ini juga dapat diterapkan pada pengisi cup volumetrik dan konfigurasi spesifik dari sejumlah kepala (seperti timbangan multihead 14 atau 20 kepala) untuk menyeimbangkan rasio.
Makanan & Pasta Basah: Sirkuit Pendek Residu & Pencucian
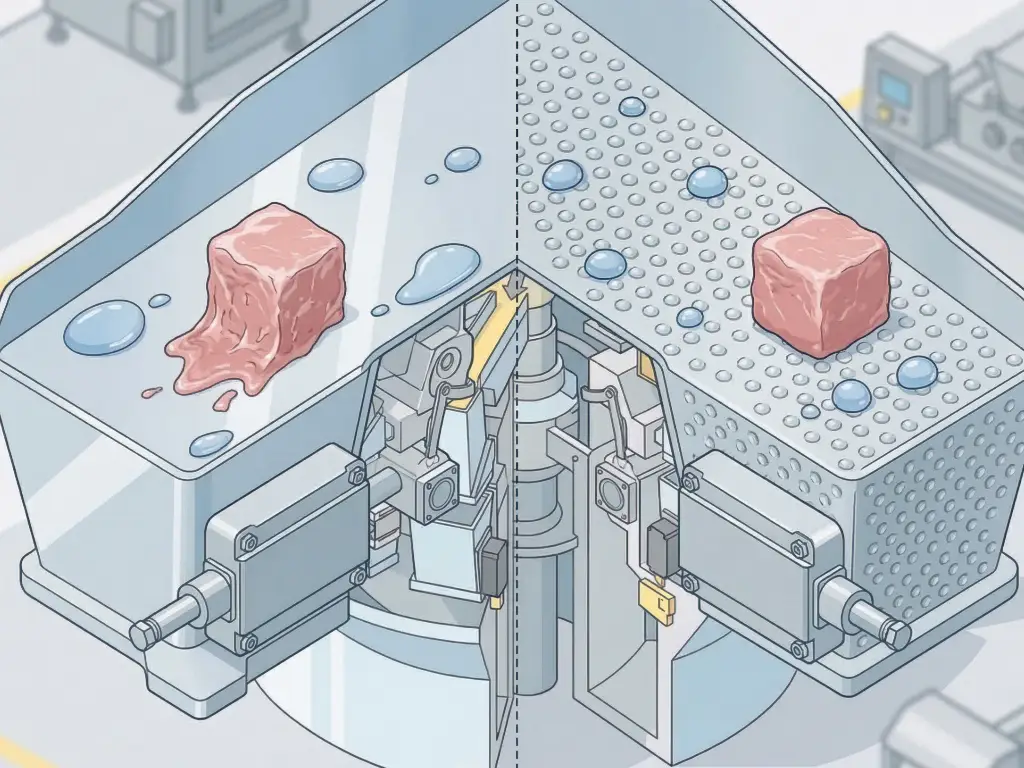
Makanan yang lembab seperti potongan makanan hewan peliharaan, daging, dan makanan siap saji menimbulkan masalah perlekatan dan kebersihan yang signifikan. Bahan yang basah memiliki tegangan permukaan yang tinggi dan cenderung menempel pada baja tahan karat. Dalam kasus di mana pemecah masalah mengalami kesalahan kelebihan berat yang berulang karena kontak dengan aplikasi basah, jawaban yang paling pasti adalah memodifikasi permukaan kontak. Adalah tugas teknisi untuk mengubah hopper standar menjadi hopper baja tahan karat berlesung pipit (bertekstur) untuk mengatasi masalah ini. Permukaan berlesung pipit dikatakan memberikan area kontak yang lebih rendah ke segel vakum dan logam, sehingga memecah segel sehingga produk dapat mengalir tanpa hambatan.
Selain itu, pemrosesan makanan basah memerlukan penggunaan pencucian yang keras dan bertekanan tinggi, yang mencakup pembersihan kaustik dan bahan kimia pencuci. Dalam keadaan seperti ini, alasan yang paling umum untuk kegagalan total sistem adalah bahwa air telah masuk ke dalam elektronik, yang menyebabkan sel beban dan motor penggerak mengalami korsleting. Ini adalah masalah besar ketika mencoba memecahkan masalah, dan untuk mencegahnya, teknisi harus memeriksa segel air (O-ring) untuk semua rumah motor dan kotak sambungan sel beban. Periksa katup nafas sel beban untuk mengetahui adanya kondensasi. Mesin yang menggunakan makanan basah harus mengikuti prosedur pengeringan yang diuraikan sebelum pencucian daya ditambahkan.
Penyesuaian Parameter Perangkat Lunak untuk Akurasi Optimal
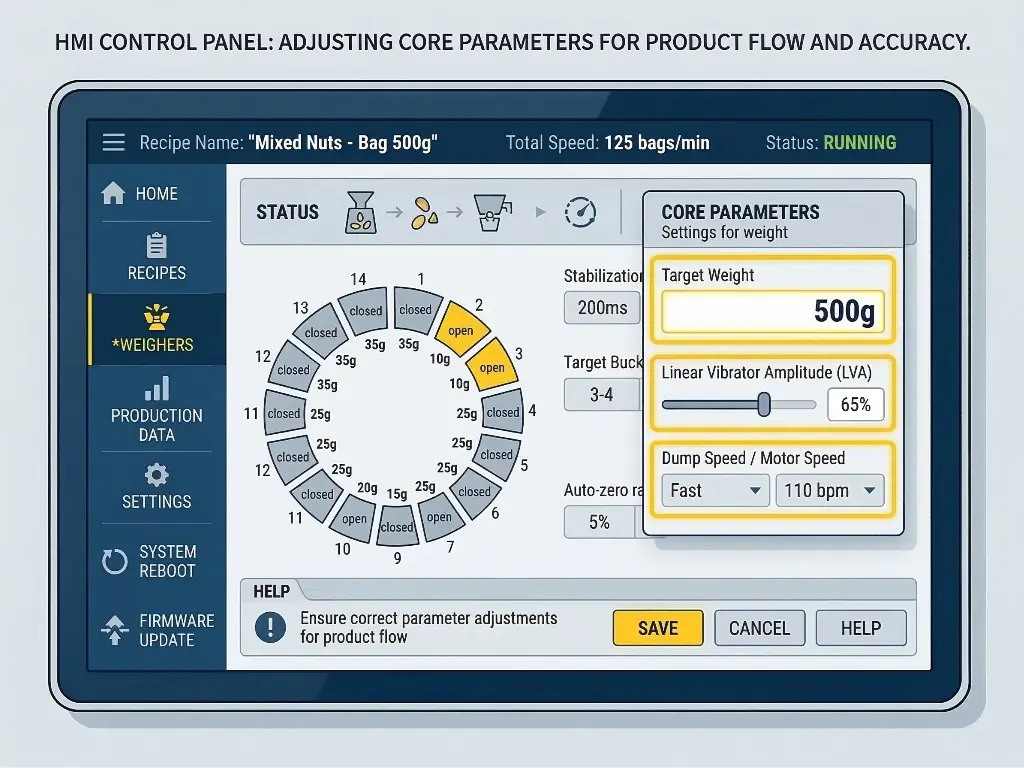
Banyak masalah yang tampaknya mekanis atau elektrik diakibatkan oleh kesalahan konfigurasi perangkat lunak. Timbangan multihead yang lebih baru merupakan mesin yang kompleks berdasarkan teknologi MCU dan layar sentuh pintar (biasanya berukuran 7 inci atau lebih besar). Operator perlu mengetahui cara memodifikasi beberapa parameter utama dalam sistem operasi agar sesuai dengan aliran produk. Jika parameter tidak disetel dengan benar, atau jika ada kerusakan perangkat lunak yang memerlukan reboot sistem atau pembaruan firmware, mesin akan tampak mengalami masalah, seperti macet terus menerus atau tidak dapat mendeteksi kombinasi berat. Tabel berikut ini menjelaskan parameter yang paling relevan, perannya, dan konsekuensi dari pengaturan yang salah.
| Nama Parameter | Deskripsi Fungsi | Gejala Pemecahan Masalah jika Pengaturan Salah |
| Berat Target | Berat akhir yang diinginkan untuk paket (misalnya, 10g hingga 3000g). | Mesin tidak dapat menemukan kombinasi; mesin sering kali mengosongkan ember. |
| Nomor Ember Target | Jumlah ember yang ideal digabungkan untuk mencapai target berat (biasanya 3 sampai 5). | Kecepatan rendah (jika disetel terlalu tinggi) atau akurasi buruk (jika disetel terlalu rendah). |
| Linier Vibrator Amplitudo | Mengontrol kekuatan getaran yang memindahkan produk ke feed hopper. | Kelaparan produk (terlalu rendah) atau produk meluap/rusak (terlalu tinggi). |
| Berat Ember Tunggal | Mesin terus-menerus menolak paket atau kombinasi yang gagal. | Produk tersangkut di pintu (terlalu cepat), atau produksi melambat (terlalu lambat). |
| Kecepatan Dump / Kecepatan Motor | Kecepatan pintu hopper membuka dan menutup. | Perkiraan berat produk yang dimasukkan ke dalam satu ember. |
| Waktu Stabilisasi | Ambang batas berat yang secara otomatis diabaikan oleh sistem sebagai residu. | Bobot yang sangat tidak akurat dan berfluktuasi karena membaca gaya tumbukan. |
| Kisaran Nol Otomatis | Pergeseran berat secara bertahap; sistem gagal memperhitungkan penumpukan debu yang normal. | Mesin tidak dapat menemukan kombinasi; mesin sering kali mengosongkan ember. |
Perawatan Harian yang Penting untuk Mencegah Kegagalan
Metode yang paling efektif untuk memastikan produksi yang berkelanjutan adalah dengan menciptakan sistem perawatan yang ketat. Rutinitas perawatan menghilangkan akar penyebab keausan dan penyimpangan sel beban. Sistem perawatan terstandardisasi mampu mengeliminasi lebih dari 70% kesalahan operasional dan mencegah masalah sepele yang dapat menyebabkan kegagalan sistem secara keseluruhan. Menjadwalkan konsultasi pemeliharaan profesional untuk peralatan penting Anda sangat disarankan.
- Standar Pembersihan Harian: Di akhir setiap shift produksi, Anda diharapkan mengeluarkan produk dari ember timbang, hopper umpan, dan panci getar linier. Cuci semua komponen dengan cara yang memastikan bahwa Anda telah menghilangkan penumpukan produk sepenuhnya. Pastikan untuk membersihkan dan membersihkan semua residu bergula dan berminyak, karena dapat menimbulkan kerak keras dalam semalam, yang dapat menambah berat ember. Setelah Anda benar-benar selesai dengan pembersihan dan sebelum Anda memasang kembali perangkat, Anda harus benar-benar mengeringkan komponen dengan menggunakan udara bertekanan. Jika terdapat uap air pada komponen apa pun, uap air tersebut dapat menetes dan menyebabkan korsleting pada komponen listrik atau modul kontrol.
- Titik Pemeriksaan Rutin: Lakukan pemeriksaan visual pada komponen mekanis dan elektrikal sebelum menyalakan mesin. Periksa sensor fotolistrik, bersihkan debu atau residu produk yang menghalangi sinyal. Cari hubungan mekanis, pegas balik, bantalan, dan engsel pintu hopper yang secara fisik aus atau longgar. Komponen yang longgar akan menyebabkan derak mekanis, yang akan dicatat oleh sel beban yang sangat sensitif sebagai perubahan berat.
- Prosedur Kalibrasi Berkala: Lakukan kalibrasi titik nol lengkap dengan mesin dalam keadaan kosong, setidaknya setiap minggu. Setelah melakukan kalibrasi titik nol, lakukan uji berat pada semua hopper untuk menilai respons linier pada sel beban. Mencatat hasil kalibrasi ini secara konsisten akan menunjukkan kerusakan aktif sel beban dan memungkinkan manajer fasilitas memesan suku cadang untuk diganti sebelum terjadi kegagalan besar selama jam kerja.
Panduan Memilih Timbangan yang Andal
Manajer fasilitas sering kali menghabiskan lebih banyak waktu dan uang untuk memperbaiki peralatan yang seharusnya dapat dihindari dengan menghabiskan lebih banyak waktu untuk menganalisis kebutuhan peralatan mereka. Kebutuhan peralatan harus dievaluasi pada tahap pengadaan, dan kebutuhan peralatan harus didasarkan pada standar industri yang ketat. Peralatan industri kelas atas memiliki lebih sedikit kerusakan operasional dan daya tahan yang unggul. Dalam fase pengadaan, ketika membeli timbangan multihead Dari sekian banyak peralatan, ada beberapa faktor penting yang perlu dipertimbangkan, yang akan membantu dalam langkah pertama untuk mengeluarkan peralatan kelas bawah.
- Integritas Material & Struktural: Kerangka fisik menentukan stabilitas jangka panjang peralatan. Pembeli harus memastikan bahwa rangka mesin, serta komponen presisi kontak produk, dibuat dari baja tahan karat kelas makanan 304 atau 316 dengan ketebalan 1,5 mm hingga 2 mm. Hal ini memecahkan sebagian besar masalah yang terkait dengan getaran peralatan selama operasi berkecepatan tinggi, kelelahan logam karena operasi terus menerus, dan korosi parah di lingkungan pemrosesan garam tinggi atau asam tinggi yang agresif.
- Presisi Pemesinan & Perakitan: Pengoperasian yang stabil dibuat dan tidak hanya dirakit. Memahami metode produksi dari produsen sangatlah penting. Carilah produsen dengan Pemesinan CNC Tingkat Lanjut. (Ada penggilingan, pembubutan, dan penggerindaan). Bagian inti, misalnya, harus memiliki presisi 2μm. Fenomena presisi tinggi seperti itu, mengurangi, keausan, gesekan, dan gangguan pada bagian perangkat. Perakitan juga harus dilakukan oleh teknisi senior, dengan pengalaman yang memadai (misalnya, 15 tahun perakitan manual presisi), untuk memastikan bahwa tautan dan sel beban telah disejajarkan dengan benar.
- Keandalan Komponen Listrik: Sistem kontrol dengan sirkuit listrik adalah titik kelemahan dan kegagalan yang paling umum. Pembeli tidak boleh mengambil risiko dengan konstituen kelistrikan yang mendasar. Tuntutlah agar semua komponen utama (PLC, Relai, Kontaktor) berasal dari produsen global terbaik: Siemens, SMC, Schneider, SEW, DELTA, AIRTAC, dan sebagainya. Mesin yang canggih juga harus menggunakan motor servo pintar dalam ukuran terbesar. Masa pakai sistem servo diperpanjang, dan mereka juga dilengkapi dengan koreksi kesalahan otomatis dan peringatan awal kesalahan, sehingga mengurangi perawatan.
- Garansi & Jaringan Dukungan: Keausan mekanis adalah bagian normal dari siklus hidup produk, dan dengan demikian, kemampuan pemasok untuk menawarkan layanan purna jual menjadi hal yang penting untuk dipertimbangkan. Gunakan garansi jangka panjang sebagai persyaratan minimum. Pertimbangkan pemasok yang melampaui praktik standar industri dan menawarkan garansi hingga 16 bulan. Selain itu, mintalah dukungan teknis global, 24-7, tujuh hari melalui panggilan video dan/atau obrolan. Pemasok yang menyediakan manual pengoperasian dan pemeliharaan yang terperinci, panduan pemasangan, dan diagnostik jarak jauh melalui antarmuka alat berat akan membantu mengurangi beban staf pemeliharaan fasilitas.
Berinvestasi pada peralatan yang memenuhi standar tinggi berarti berinvestasi pada aset produksi yang sangat andal yang akan memberikan produksi berkecepatan tinggi dan presisi tinggi untuk berbagai macam kemasan dan berbagai bahan selama bertahun-tahun yang akan datang.
Untuk memahami mekanisme dan sistem internal yang tepat yang membuat perangkat pengemasan presisi ini berfungsi dengan sangat efektif, bacalah panduan komprehensif tentang prinsip kerja timbangan multihead. Temukan bagaimana rekayasa canggih dan desain cerdas memastikan penimbangan yang akurat di seluruh sektor makanan dan non-makanan. Untuk tantangan penanganan material tertentu, konsultasikan dengan teknisi senior Levapack untuk mengonfigurasi solusi penimbangan yang tepat dan andal yang disesuaikan dengan lini produksi Anda.



