7 Jenis Penutupan Botol Diterjemahkan: Mencocokkan Tutup, Botol, dan Mesin Penutup
Fondasi: Mengapa Material Kontainer Menentukan Tujuan Penutupan Anda
Ada ilusi yang berbahaya dalam dunia pengadaan kemasan B2B: keyakinan bahwa memilih penutup botol hanyalah pilihan estetika atau pilihan fungsional dasar. Banyak manajer pembelian menelusuri katalog sambil berpikir, "Saya ingin tutup botol yang ramping dan berwarna hitam pekat," tanpa berkonsultasi dengan teknisi produksi mereka. Mentalitas "desain-dahulu" ini adalah rute tercepat menuju kegagalan lini yang dahsyat, pengiriman yang bocor, dan anjloknya OEE (Efektivitas Peralatan Keseluruhan).
Inilah kebenaran teknik industri pengemasan yang paling mendasar: segel yang sempurna dan anti bocor bukanlah produk yang Anda beli; ini adalah persamaan tiga variabel yang harus Anda seimbangkan. Persamaan ini terdiri dari: Toleransi Dimensi Bahan Kontainer + Desain Ulir Penutupan + Torsi Aplikasi Mesin Jika Anda tidak mencocokkan satu variabel pun dalam trinitas ini, lini produksi Anda akan mengalami botol yang pecah, benang yang terkelupas, atau kebocoran mikro yang merusak masa simpan produk Anda.
Bahkan sebelum kita mengkategorikan 7 jenis penutup, kita harus menetapkan hukum tertinggi dalam pengemasan: takdir penutup Anda sepenuhnya ditentukan oleh bahan substrat wadah Anda. Mengapa? Karena parameter manufaktur kritis yang dikenal sebagai Toleransi Dimensi.
Dalam dunia injection stretch blow molding (ISBM), botol plastik PET yang kaku dapat diproduksi dengan toleransi dimensi yang sangat presisi sebesar ± 0,1 mm. Namun, dalam industri manufaktur kaca, karena sifat silika cair yang kacau dan dinamika termal, toleransi akhir leher botol kaca dapat berfluktuasi sebesar ± 0,5 mm atau bahkan lebih.
Anggap saja seperti memakai sepatu. Botol PET presisi tinggi seperti sepatu kulit kaku yang disesuaikan dengan sempurna, dapat dipasangkan dengan sempurna dengan gesper logam yang kaku dan direkayasa dengan baik (sambungan yang sulit untuk dikencangkan). Sebaliknya, botol kaca seperti kaki yang sedikit berubah bentuk setiap hari. Jika Anda mencoba memaksakan tutup plastik yang kaku dan tanpa kompromi pada ulir kaca tanpa penyangga yang akomodatif, maka akan gagal. Kaca memerlukan insole yang tebal dan lembut, lapisan kompresibel khusus untuk mengisi celah mikroskopis yang tidak dapat diprediksi dan memastikan segelnya. Oleh karena itu, memahami kekakuan fisik, tingkat ekspansi termal, dan toleransi produksi botol Anda adalah prasyarat mutlak untuk memilih jenis penutup.
Wadah Logam: Sistem Penyegelan Normal vs. Sistem Penyegelan Bertekanan
Ketika beralih dari polimer ke kemasan logam (pelat timah dan aluminium), paradigma teknik berubah secara dramatis. Tidak seperti plastik, yang memiliki memori viskoelastik dan dapat bangkit kembali dari deformasi, deformasi logam bersifat permanen. Hal ini memperkenalkan konsep kelelahan metalurgi. Dalam kemasan logam, sistem penyegelan secara ketat dibagi menjadi dua rute teknis yang berbeda berdasarkan tekanan internal. Mencampuradukkan penutupan atmosfer standar dengan sistem katup bertekanan adalah kekeliruan logis kritis yang dapat menyebabkan investasi peralatan yang menghancurkan.
Segel Normal dan Vakum (Tutup Mahkota & Lug)
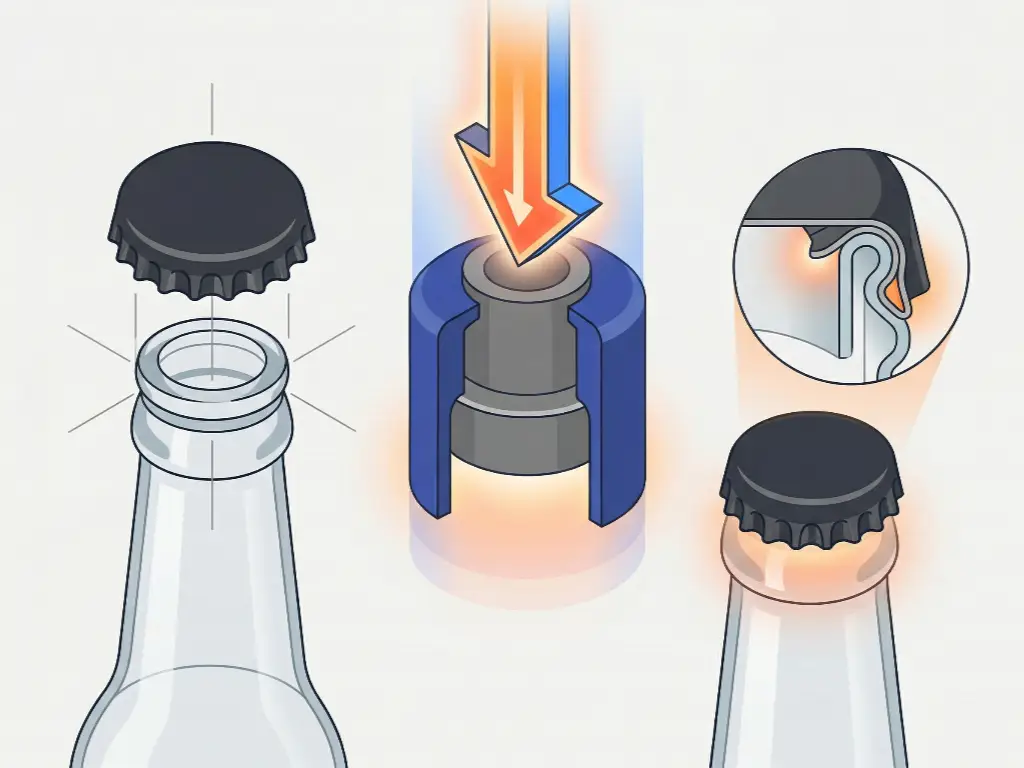
Untuk lingkungan bertekanan atmosfer atau mikro-negatif standar yang biasa terlihat pada industri bir, minuman, dan makanan kaleng, jenis penutup yang dominan adalah Crown Caps dan Lug Caps (juga dikenal sebagai Twist-Off caps).
Topi Mahkota: Digunakan hampir secara eksklusif pada botol bir kaca atau botol minuman aluminium, tutup mahkota bergantung pada kekuatan mekanis yang sama sekali berbeda dari tutup sekrup. Ini menggunakan mesin capping yang dilengkapi dengan lonceng crimping baja yang dikeraskan khusus. Dalam sepersekian detik, mesin menerapkan gaya ke bawah yang sangat besar sementara bel crimping melipat 21 seruling tutup pelat timah di bawah cincin pengunci leher botol. Karena hal ini bergantung pada deformasi plastis logam, toleransi beban atas peralatan harus sangat tepat. Penyimpangan hanya satu milimeter dalam tekanan ke bawah akan gagal mengerutkan seruling (menyebabkan bir menjadi rata) atau langsung menghancurkan leher gelas.
Tutup Lug (Twist-Off): Biasanya ditemukan pada stoples kaca untuk selai, saus, dan acar, tutup lug memiliki 3 hingga 6 lugs logam yang terhubung dengan benang terputus pada lapisan kaca. Rekayasa brilian di balik tutup lug adalah bahwa tutup ini hanya memerlukan 1/4 putaran untuk mengunci. Namun, mekanisme penyegelan yang sebenarnya bergantung pada termodinamika. Produk-produk ini biasanya diisi dengan panas. Saat produk mendingin di dalam wadah tertutup, produk ini menciptakan ruang hampa udara yang kuat. Vakum ini secara fisik menarik tutupnya ke bawah, menekan lapisan plastisol ke pelek kaca untuk menciptakan segel kedap udara. Mesin capping (penyedot vakum uap garis lurus) harus menerapkan jumlah aplikasi yang tepat untuk aplikasi yang sedikit, dan vakumnya keluar; terlalu banyak, dan lugs logam akan membengkokkan dan melucuti benang kaca secara permanen, sehingga merusak bets.

Sistem Bertekanan (Katup Aerosol)
Beranjak ke ranah aerosol (semprotan rambut, pelumas industri, krim cukur), "penutup" tidak lagi berupa tutup sederhana, tetapi komponen teknik kontrol tekanan yang sangat kompleks yang dikenal sebagai Katup Aerosol.
Katup aerosol harus berisi dan mengontrol produk cair yang dicampur dengan propelan bertekanan yang sangat mudah menguap (seperti LPG, butana, atau nitrogen bertekanan). Proses manufaktur untuk "penutupan" ini sangat berbeda. Ini membutuhkan proses khusus yang disebut Pengasapan dan Crimping di Bawah Cangkir.
Dalam lingkungan yang berisiko tinggi ini, mesin penyegel tidak hanya mendorong tutup ke bawah. Mesin ini menciptakan segel sementara di atas bukaan kaleng, menyuntikkan propelan yang sangat mudah terbakar di bawah tekanan yang sangat besar, dan kemudian secara instan memperluas collet logam di dalam cangkir katup untuk mengerutkannya ke luar terhadap lekukan pelat timah atau kaleng aluminium. Memilih katup aerosol berarti lini produksi Anda harus ditingkatkan ke standar Tahan Ledakan (Ex-proof) yang ketat. Mesin capping standar tidak dapat dipasang untuk hal ini; mencoba melakukannya merupakan pelanggaran keamanan yang berat. Hambatan untuk masuk di sini bukan hanya biaya katup, tetapi juga belanja modal besar-besaran yang diperlukan untuk sistem pneumatik yang aman dari bahan peledak dan infrastruktur rumah gas.
Penutup Botol Kaca: Menavigasi Kekakuan dan Variasi Toleransi Tinggi
Kaca adalah raja kemasan premium yang tak terbantahkan, mendominasi sektor minuman beralkohol, minyak atsiri, kosmetik, dan farmasi kelas atas. Namun, dari sudut pandang insinyur pengemasan, kaca adalah mimpi buruk karena kekakuan dan ketidakkonsistenan. Menurut pedoman struktural yang ditetapkan oleh Glass Packaging Institute (GPI), benang kaca memiliki toleransi dimensi yang jauh lebih luas daripada plastik yang dicetak dengan injeksi. Selain itu, kaca tidak memiliki fleksibilitas; jika aplikasi torsi mesin capping terlalu agresif, kaca tidak akan menghasilkan - kaca hanya akan pecah. Untuk mengatasi tantangan kembar ini, jenis penutup khusus telah direkayasa untuk bertindak sebagai peredam kejut dan pengisi celah.
Gabus, Sumbat, dan Tutup Sekrup CT Berlapis Tebal
Untuk cairan bernilai tinggi seperti anggur, parfum, dan minyak esensial yang agresif, tujuan utama penutupan adalah mengisi kawah mikroskopis dan permukaan yang tidak rata yang melekat pada lapisan kaca yang dicetak.
Gabus alami dan sumbat polimer sintetis mencapai hal ini melalui kompresi radial. Mesin penyumbat khusus memampatkan sumbat ke diameter yang lebih kecil dari lubang botol, memasukkannya, dan memungkinkannya mengembang, dengan paksa menekan dinding kaca yang tidak beraturan untuk menciptakan segel.
Untuk wadah kaca berulir, tutup Continuous Thread (CT) standar harus dilengkapi dengan lapisan khusus yang sangat mudah dimampatkan. Standar emas di sini adalah Tutup Berjajar Plastisol. Plastisol adalah resin cair berbasis PVC yang dialirkan ke dalam tutup logam dan dipanggang menjadi paking yang padat dan kenyal. Ketika digunakan dalam aplikasi pengisian panas atau melewati capper uap, plastisol melunak untuk sementara waktu. Saat tutupnya dikencangkan, plastisol yang melunak mengalir dengan sempurna ke dalam topografi unik dan tidak beraturan dari pelek kaca tertentu. Setelah dingin, plastisol akan mengeras membentuk segel vakum yang tidak dapat ditembus dan dibuat khusus. Ini adalah alasan teknik yang tepat mengapa Anda mendengar bunyi "letupan" bernada tinggi yang memuaskan ketika Anda membuka botol selai premium atau saus pasta di supermarket. Suara itu adalah bukti pendengaran dari segel vakum plastisol-ke-kaca yang sempurna.
Tutup Aluminium ROPP dan Sistem Lug/Twist-Off
Ketika berurusan dengan minuman beralkohol, anggur, dan minuman berkarbonasi dalam gelas, standar industri adalah tutup aluminium Roll-On Pilfer-Proof (ROPP). Memahami cara kerja tutup ROPP membutuhkan perubahan mendasar dalam cara Anda memandang penutup ulir.
Inilah kenyataan yang sebenarnya: Apabila tutup ROPP ditempatkan pada botol kaca di jalur produksi, tutup ini sama sekali tidak memiliki ulir. Ini tidak lebih dari cangkang aluminium yang halus dan tidak berulir.

Keajaiban, dan tantangan teknik yang ekstrem, terletak sepenuhnya di dalam kepala mesin capping ROPP. Saat cangkang aluminium yang halus berada di atas botol kaca, kepala capping akan turun. Di dalam kepala ini, blok tekanan pegas menekan dengan kuat untuk menekan liner ke pelek kaca. Secara bersamaan, satu set "rol penguliran" yang berputar secara mekanis mendorong aluminium lunak ke dalam, secara fisik melacak benang kaca yang ada dan menggulung aluminium untuk mencocokkannya dengan sempurna. Satu set "rol penggulung" kedua menyapu di bawah cincin pengunci kaca untuk menciptakan pita anti rusak.
Proses ini merupakan uji pamungkas kalibrasi mesin. Jika tekanan pegas beban atas disetel terlalu tinggi, leher kaca yang kaku akan langsung hancur menjadi pecahan yang berbahaya pada saluran. Jika rol penguliran diatur terlalu longgar, tutupnya akan berputar bebas dan bocor. Oleh karena itu, membeli tutup ROPP sepenuhnya bersifat sekunder; investasi yang sebenarnya adalah pada sistem spindel penutup ROPP yang sangat canggih dan dikalibrasi dengan tepat.
Botol Plastik PET dan Kaku: Benang Presisi untuk Sistem Kecepatan Tinggi
Polyethylene Terephthalate (PET) adalah tulang punggung mutlak industri minuman modern, perawatan pribadi, dan industri kimia rumah tangga. Karena PET merupakan cetakan tiup peregangan injeksi, hasil akhir lehernya (area ulir) sangat presisi, memungkinkan operasi capping berkecepatan tinggi dan torsi tinggi. Dengan presisi tinggi, muncullah permintaan untuk hasil yang tinggi. Ketika menggunakan PET, fokus rekayasa bergeser ke arah memaksimalkan laju Botol Per Menit (BPM) dan mengintegrasikan sistem pengeluaran cairan yang kompleks tanpa menyebabkan kemacetan.
Tutup CT Standar, Tahan Anak (CRC), dan Tahan Rusak (TE)
Tutup plastik Continuous Thread (CT) standar dan penutup Tamper-Evident (TE) tumbuh subur pada botol PET. Pita TE bergantung pada interaksi mekanis tertentu: saat tutup dikencangkan ke botol, pita TE harus tergelincir di atas "cincin pengunci" yang ditentukan pada leher PET. Bahan PET harus cukup kaku untuk memaksa pita melewati cincin tanpa leher botol melentur atau runtuh ke dalam.
Namun, tantangan teknik yang sebenarnya muncul dengan Penutup Tahan Anak (CRC), yang biasa digunakan untuk obat-obatan dan bahan kimia berbahaya. Industri pengemasan modern secara agresif mengejar "Lightweighting", yaitu mengurangi berat gram botol PET untuk menghemat biaya resin dan meningkatkan margin keberlanjutan. Hal ini menciptakan konflik mekanis yang parah.

Tutup CRC standar menggunakan mekanisme "dorong dan putar", yang menampilkan cangkang luar dan cangkang berulir bagian dalam yang dihubungkan oleh satu set gigi roda gigi yang saling mengunci dengan pegas. Untuk mengaktifkan gigi ini dan berhasil mengencangkan tutup ke botol, mesin penutup otomatis harus menerapkan torsi yang sangat besar. Kekuatan Beban Atas 40 hingga 50 pon lurus ke bawah ke leher botol.
Pembeli amatir menganggap "Hewan peliharaan sudah cukup sulit." Ini adalah kesalahan fatal. Jika Anda menerapkan 50 pon beban atas dinamis pada botol PET yang diberi beban ringan secara agresif, seluruh struktur akan mengalami "Tekuk", botol akan runtuh dengan keras dan hancur seperti kaleng soda pada sabuk konveyor. Jika produk Anda memerlukan penutupan CRC, Anda harus berkolaborasi dengan teknisi untuk memperkuat botol Geometri Bahu dan menggabungkan yang kuat, menebal Cincin Penyangga Leher untuk secara fisik menyerap dan mendistribusikan dampak beban atas yang brutal dari mesin capping.
Pompa Pengeluaran dan Penyemprot Pemicu
Untuk losion, sampo, dan pembersih permukaan rumah tangga dengan viskositas tinggi, tutup standar digantikan oleh Pompa Pengeluaran dan Penyemprot Pemicu yang kompleks. Meskipun ini menawarkan kenyamanan konsumen yang unggul, mereka memperkenalkan variabel yang kacau ke dalam produksi otomatis.
Parameter penting di sini adalah Dip Tube internal. Pertama, "Dip Tube Cut" (apakah itu potongan V atau sudut miring) dan panjangnya yang tepat harus benar-benar sesuai dengan geometri "push-up" internal dari dasar botol PET. Jika tidak, pompa akan gagal mengekstrak 10% terakhir dari produk mahal tersebut, yang menyebabkan keluhan konsumen yang parah.
Kedua, tabung celup yang panjang dan melengkung ini merupakan mimpi buruk bagi lini produksi otomatis. Dalam pengemasan berkecepatan tinggi, penutup harus disortir dan diorientasikan dalam Mangkuk Penyortir Cap bergetar atau sentrifugal sebelum meluncur ke bawah saluran ke kepala penutup. Tabung celup yang panjang terus menerus kusut, menyebabkan kemacetan besar dalam mangkuk penyortir, sehingga seluruh lini yang bernilai jutaan dolar terhenti. Jika Anda memilih pompa pengeluaran, Anda tidak dapat mengambil jalan pintas pada peralatan; pemasok mesin Anda harus memiliki teknologi penyortiran anti-macet yang canggih yang dirancang khusus untuk tabung trailing.
PE dan Botol Pemeras Fleksibel: Memecahkan Dilema Beban Teratas
High-Density Polyethylene (HDPE) dan Low-Density Polyethylene (LDPE) adalah bahan pilihan ketika konsumen perlu memeras produk untuk mengeluarkan produk seperti pembersih wajah, losion tubuh, madu, dan saus tomat. Kontradiksi rekayasa inti di sini sangat mencolok: botol sengaja dirancang agar lembut dan fleksibel, namun mesin industri yang diperlukan untuk menyegelnya beroperasi dengan kekuatan yang kasar dan tak kenal ampun. Selain itu, bahan PE sangat rentan terhadap pergeseran termodinamika yang ekstrem selama transit global.
Penutup Pengeluaran Snap-Top, Flip-Top, dan Friction-Fit
Untuk memudahkan pengoperasian dengan satu tangan bagi konsumen di kamar mandi atau dapur, botol pemeras PE sering kali menggunakan tutup Snap-Top, Flip-Top, atau Jamur. Tidak seperti tutup sekrup, penutup ini tidak memerlukan torsi putar. Sebaliknya, mereka diterapkan oleh mesin yang disebut Snap Capper atau Press-On Capper, yang secara vertikal "menampar" atau menekan tutup langsung ke bawah ke leher botol menggunakan gaya tumbukan belaka.

Hal ini membawa kita pada dilema Beban Atas. Bagaimana Anda menerapkan gaya vertikal yang sangat besar pada botol yang didesain untuk meremas? Jawabannya terletak pada Cincin Penyangga Leher. Tepat di bawah benang (atau manik-manik jepret) botol PE, harus ada cincin plastik yang menonjol, kaku, dan menonjol. Dalam lini produksi profesional, mesin capping dilengkapi dengan "pencengkeram leher" mekanis khusus atau roda bintang yang secara fisik meluncur di bawah cincin penyangga ini. Ketika silinder pneumatik memalu tutup jepret ke bawah, gaya yang keras diserap sepenuhnya oleh gripper mesin yang memegang cincin leher yang kokoh, sepenuhnya melewati badan botol yang lembut di bawahnya. Tanpa sinergi mesin-ke-botol yang tepat ini, memukul botol PE dengan snap capper seperti menginjak akordeon kosong-botol akan langsung melengkung, menumpahkan losion di lantai kamar bersih Anda.
Risiko Kegagalan Segel: Pemuaian Termal & Penyegelan Induksi
Ancaman paling berbahaya terhadap botol PE fleksibel tidak terjadi di lantai pabrik, tetapi di dalam kontainer pengiriman bersuhu 60C (140F) yang melintasi Samudra Pasifik. Ancaman ini berasal dari ketidaksesuaian koefisien ekspansi termal.
Seringkali, botol PE yang fleksibel dipasangkan dengan penutup Polypropylene (PP) yang kaku. PP dan PE mengembang dan menyusut dengan kecepatan yang sangat berbeda saat terkena panas tinggi. Selama transit global, panas yang hebat menyebabkan leher botol PE melunak dan mengembang secara berbeda dari tutup PP. Hal ini menyebabkan "Creep", yang akhirnya mengarah pada fenomena yang dikenal sebagai "Back-off" di mana tutup yang tadinya dikencangkan dengan ketat secara fisik melepaskan dirinya sendiri, yang mengakibatkan kebocoran besar dan kehilangan produk di tingkat palet.
Meskipun pertahanan mekanis dasar seperti segel bagian dalam "Crab's Claw" (bibir plastik fleksibel yang mengganjal bagian dalam lubang botol) menawarkan perlindungan, namun tidak cukup untuk menghadapi tekanan panas yang ekstrem. Solusi teknik B2B terbaik yang merupakan standar emas mutlak untuk pengiriman internasional adalah Penyegelan Induksi.
Penyegelan induksi tidak bergantung pada ulir mekanis untuk menahan cairan; penyegelan ini memanfaatkan elektromagnetisme. Lapisan induksi khusus (terdiri dari papan pulp, lilin, aluminium foil, dan lapisan segel panas polimer) ditempatkan di dalam tutupnya. Setelah tutupnya dikencangkan ke botol PE, botol tersebut lewat di bawah kepala sealer induksi. Mesin memancarkan medan elektromagnetik frekuensi tinggi, menciptakan arus pusar dalam aluminium foil. Ini langsung memanaskan foil, melelehkan lapisan polimer langsung ke bibir botol PE. Anda tidak lagi hanya menutup botol; Anda melakukan pengelasan plastik tingkat molekuler. Hal ini menciptakan penghalang kedap udara dan anti rusak yang benar-benar kebal terhadap back-off, getaran, dan ekspansi termal, menjamin transit anti bocor 100%.
Matriks Teknik: Menyelaraskan Botol, Tutup, Belanja Modal, dan Mesin
Setelah mendekonstruksi interaksi kompleks antara fisika material, torsi, dan dinamika termal, sekarang saatnya untuk mensintesis data ini ke dalam logika pengadaan B2B yang dapat ditindaklanjuti. Matriks di bawah ini menjembatani kesenjangan antara estetika kemasan dan realitas lini produksi, memastikan Belanja Modal (Capital Expenditure/Capex) Anda menargetkan mesin yang tepat untuk kombinasi kontainer-penutup spesifik Anda.
| Bahan Botol | Jenis Topi Dominan | Kekuatan Pembatasan Utama | Perkiraan Biaya Perkakas & MOQ | Mesin Capping yang Direkomendasikan |
|---|---|---|---|---|
| Kaca (Kaku tinggi, toleransi rendah) | Tutup Lug Berjajar Plastisol / Aluminium ROPP | Torsi yang Tepat / Tekanan Penggulungan Samping | Rendah (Standar) / Tinggi (Timbul khusus) | Capper Vakum Uap / Rol Spindel ROPP |
| PET (Kaku, toleransi tinggi) | CT / CRC Standar (Tahan Anak) | Torsi Putar + Beban Puncak Ekstrem | Rendah (Finishing Leher Standar) | Capper Chuck Putar Berkecepatan Tinggi (dengan kontrol torsi) |
| PE/HDPE (Pemerasan fleksibel) | Pengeluaran Snap-Top / Flip-Top | Benturan Vertikal (Tekan terus) | Sedang hingga Tinggi (Engsel cetakan yang rumit) | Snap Capper Pneumatik (membutuhkan Pencengkeraman Leher) |
| Kaleng Komposit / Pelat Timah | Tutup yang dijahit / Foil yang dapat dilepas | Crimping Jahitan Ganda | Tinggi (Membutuhkan MOQ volume tinggi) | Penyedot Debu / Pembilasan Nitrogen |
Intisari dari Kepala Insinyur: Jangan pernah mempercayai "kesempurnaan statis" dari tutup sampel yang dikencangkan dengan tangan di atas meja Anda. Pengujian sistem pengemasan yang sebenarnya hanya terjadi pada 300 Botol Per Menit (BPM) setelah mesin bekerja dalam keadaan panas selama delapan jam. Sebelum menandatangani kontrak pembelian peralatan apa pun, Anda harus meminta FAT (Uji Penerimaan Pabrik) dari pemasok mesin Anda dengan menggunakan botol, tutup, dan cairan simulasi yang sama persis dengan yang Anda miliki. Ikat mereka dengan kontrak kinerja yang ketat berdasarkan OEE (Efektivitas Peralatan Keseluruhan) dan tingkat kerusakan yang mendekati nol. Jika pemasok menolak untuk menjalankan FAT yang komprehensif, segera tinggalkan pemasok tersebut.
Komitmen tanpa kompromi terhadap keandalan teknik dan validasi FAT yang ketat inilah yang menjadi alasan mengapa produsen UKM, pengemas bersama elit, dan merek nutrisi bernilai tinggi di lebih dari 100 negara mempercayai Levapack dengan lini pengemasan mereka yang paling penting.
Saat Anda menyegel jalur bubuk yang rentan meledak dengan pembilasan Nitrogen, mengonfigurasi timbangan multi-kepala berkecepatan tinggi untuk kacang premium, atau memerlukan segel sterilisasi sempurna untuk pengalengan basah makanan hewan peliharaan, margin kesalahan Anda benar-benar nol. Levapack tidak hanya menjual mesin; kami merancang solusi siap pakai. Didukung oleh 18 tahun pengalaman mesin pengemasan khusus, pusat manufaktur CNC seluas 4.000 meter persegi kami membuat komponen mesin dengan presisi 2ºm yang mengejutkan.
Dengan mengintegrasikan teknologi servo Siemens dan Schneider tingkat atas ke dalam cappers, seamers, dan filler kami, kami menjamin kontrol torsi yang tepat dan manajemen beban atas yang diperlukan untuk semua jenis penutupan yang dibahas dalam panduan ini. Baik Anda berurusan dengan tutup lug kaca yang halus, penutupan PET CRC berkecepatan tinggi, atau pelipit kaleng aluminium yang rumit, kami mendukung lini otomatis kami dengan garansi 16 bulan yang terdepan di industri ini dan menyediakan pengujian FAT yang sepenuhnya transparan dan didokumentasikan dengan video sebelum mesin Anda meninggalkan fasilitas kami.
Berhentilah menebak-nebak dengan belanja modal Anda dan mempertaruhkan umur simpan produk Anda. Berikan kombinasi botol dan tutup yang paling menantang kepada kami hari ini, dan biarkan teknisi kami yang memiliki pengalaman perakitan presisi selama lebih dari 15 tahun merancang lini pengemasan sempurna yang layak untuk merek Anda.



