Pemilihan metode pengemasan dan teknik pengisian yang tepat bukan hanya sekadar akuisisi peralatan sederhana, tetapi juga investasi modal jutaan dolar yang menentukan keseluruhan biaya kepemilikan selama sepuluh tahun ke depan. Pengemasan isi panas adalah salah satu teknologi paling populer yang tersedia dan masih menjadi dasar dari kategori produk tertentu, terutama produk minuman dan makanan cair yang bersifat asam. Dibandingkan dengan metode pengawetan lainnya, metode ini menawarkan cara yang efisien untuk memperpanjang umur simpan produk sekaligus meminimalkan limbah makanan. Namun demikian, keberhasilan penerapannya menuntut pengetahuan yang ketat tentang konsep termodinamika, ilmu polimer, dan pemodelan biaya yang tepat. Panduan ini menawarkan studi teknis dan finansial yang terperinci tentang proses pengisian panas, yang akan memungkinkan para pengambil keputusan memiliki informasi yang diperlukan untuk menavigasi proses perencanaan kapasitas, pemilihan bahan, dan pemecahan masalah di lantai produksi.
Apa itu Kemasan Isi Panas: Proses & Prinsip
Sebagai metode pengisian panas yang efisien, proses sterilisasi komersial ini memastikan bahwa produk cair atau semi-cair yang panas dipanaskan hingga suhu tinggi, dituangkan ke dalam wadah saat panas, dan disegel dalam waktu yang minimal. Proses ini melibatkan penggunaan panas tinggi dan energi panas dari produk itu sendiri untuk mensterilkan permukaan bagian dalam wadah dan penutupnya, yang secara efektif mencegah reproduksi mikroorganisme berbahaya dan menghentikan pertumbuhan mikroba lebih lanjut.
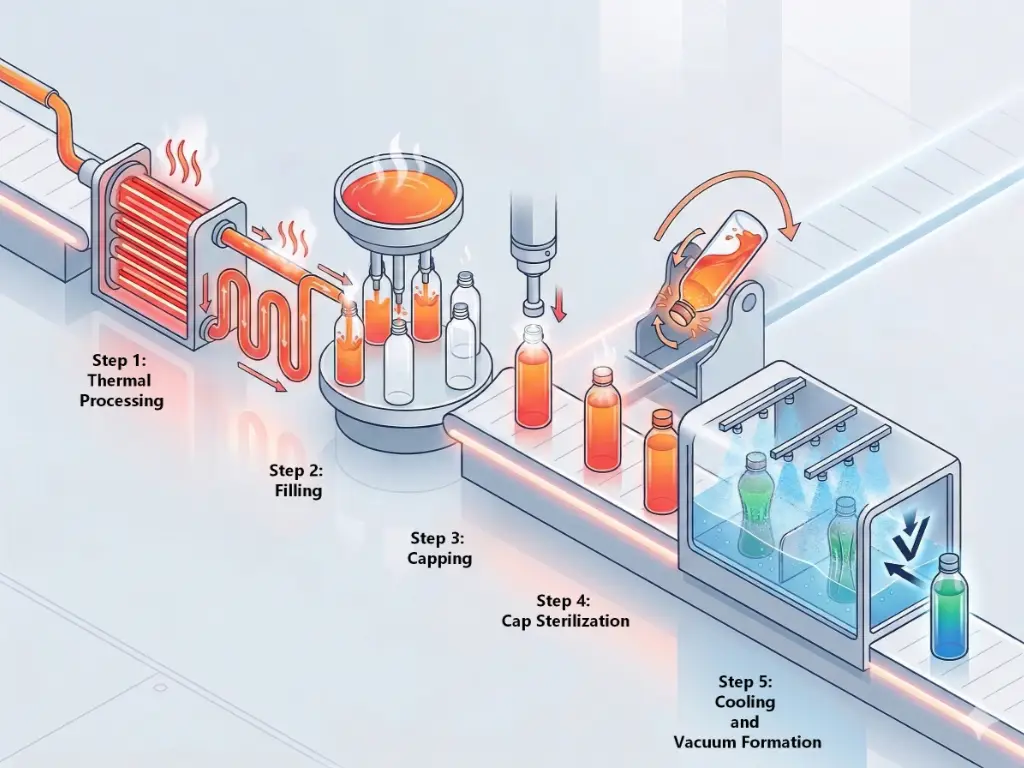
Proses pengisian panas konvensional mengikuti aliran termodinamika yang kaku dan berurutan:
- Pemrosesan Termal (Pemanasan): Produk dimasukkan ke dalam penukar panas pelat atau tabung, yang dengan cepat menaikkan suhu produk ke kisaran yang diinginkan, yaitu 82°C hingga 95°C (180F hingga 205F). Jangka waktu tertentu untuk penahanan (biasanya 15 hingga 30 detik) dipertahankan pada suhu ini untuk memastikan bahwa semua mikroorganisme berbahaya, bakteri vegetatif, dan enzim pembusuk dihancurkan.
- Mengisi: Produk panas dipompa ke dalam korsel pengisian. Mangkuk dan katup pengisi biasanya dirancang dengan loop resirkulasi untuk menjaga suhu sterilisasi yang diperlukan dan menjaga agar produk mengalir terus menerus melalui penukar panas jika terjadi penghentian saluran. Produk dikosongkan ke dalam wadah pada suhu yang tidak kurang dari 82°C.
- Capping: Penutup ditempatkan segera setelah urutan pengisian. Uap yang dihasilkan oleh produk panas menggantikan ruang kepala antara level cairan dan tutup.
- Pembalikan (Sterilisasi Tutup): Wadah yang disegel dipindahkan melalui konveyor dan melalui mekanisme kemiringan atau pembalikan. Wadah digulingkan atau dibalik selama 2 hingga 3 menit. Langkah ini menyebabkan cairan bersuhu 82°C + bersentuhan langsung dengan bagian dalam tutup dan lapisan leher bagian atas, yang memastikan bahwa patogen yang tersisa di ruang kepala dihilangkan.
- Pendinginan dan Vakum Formasi: Wadah ditempatkan dalam terowongan pendingin multi-zona. Wadah plastik atau botol kaca disemprot dengan air sekitar atau air dingin dalam lingkungan seperti penangas air, yang dengan cepat menurunkan suhu internal hingga sekitar 35°C hingga 40°C. Cairan menyusut saat mendingin. Pada saat yang sama, uap di ruang kepala terkondensasi menjadi air. Efek dua kali lipat ini membentuk gradien tekanan negatif yang kuat, atau vakum, di dalam bejana tertutup, yang menjamin segel kedap udara dan menutup oksigen.
Ini adalah proses termodinamika yang sangat efektif yang dibatasi oleh batasan biokimia yang ketat. Proses ini hanya berlaku untuk tingkat pH tertentu.
| Kategori Produk | Kesesuaian | Pembenaran |
| Minuman Beralkohol Tinggi (Jus buah, jus sayuran, minuman olahraga, teh, limun) | Ideal | pH di bawah 4,5. Keasaman yang tinggi mencegah pertumbuhan spora Clostridium botulinum. Pengisian panas dengan mudah menghancurkan bakteri vegetatif, ragi, dan jamur yang tersisa. |
| Bumbu Asam Tinggi (saus tomat, saus sambal, bubur buah, saus berbahan dasar cuka) | Ideal | Keasaman tinggi dan suhu pemrosesan yang tinggi mencapai kemandulan komersial. Panas menembus produk kental untuk memastikan penyimpanan sekitar yang aman dan umur simpan yang lebih lama. |
| Produk Rendah Asam (Susu, alternatif susu, kaldu tulang, protein shake) | Tidak Cocok | pH di atas 4,5. Suhu panas (95°C) tidak dapat menghancurkan spora Clostridium botulinum di lingkungan asam rendah. Hal ini memerlukan retort bertekanan tinggi atau pemrosesan aseptik karena perlunya perlakuan panas di bawah tekanan. |
| Minuman Berkarbonasi (soda, air mineral, minuman berenergi berkarbonasi) | Tidak Cocok | Pemanasan akan melepaskan gas karbon dioksida terlarut. Proses ini memerlukan pembentukan vakum, yang berlawanan dengan tekanan positif yang diperlukan untuk karbonasi dalam keadaan alami. |
Memilih Bahan Kemasan Isi Panas yang Tepat
Kondisi tekanan panas dan tekanan vakum yang tinggi dari proses pengisian panas menimbulkan beban mekanis yang ekstrem pada bahan kemasan. Wadah harus mampu menahan suhu awal hingga 95°C tanpa meleleh, meregang, atau kehilangan stabilitas dimensi, dan kemudian menahan tekanan atmosfer ke dalam yang tinggi selama proses pendinginan. Setiap bahan memiliki sifat uniknya sendiri. Bahan kemasan normal tidak akan digunakan dalam kondisi seperti itu, sehingga perlu dilakukan evaluasi terhadap kebutuhan kemasan Anda dan pilihan botol yang kompatibel.
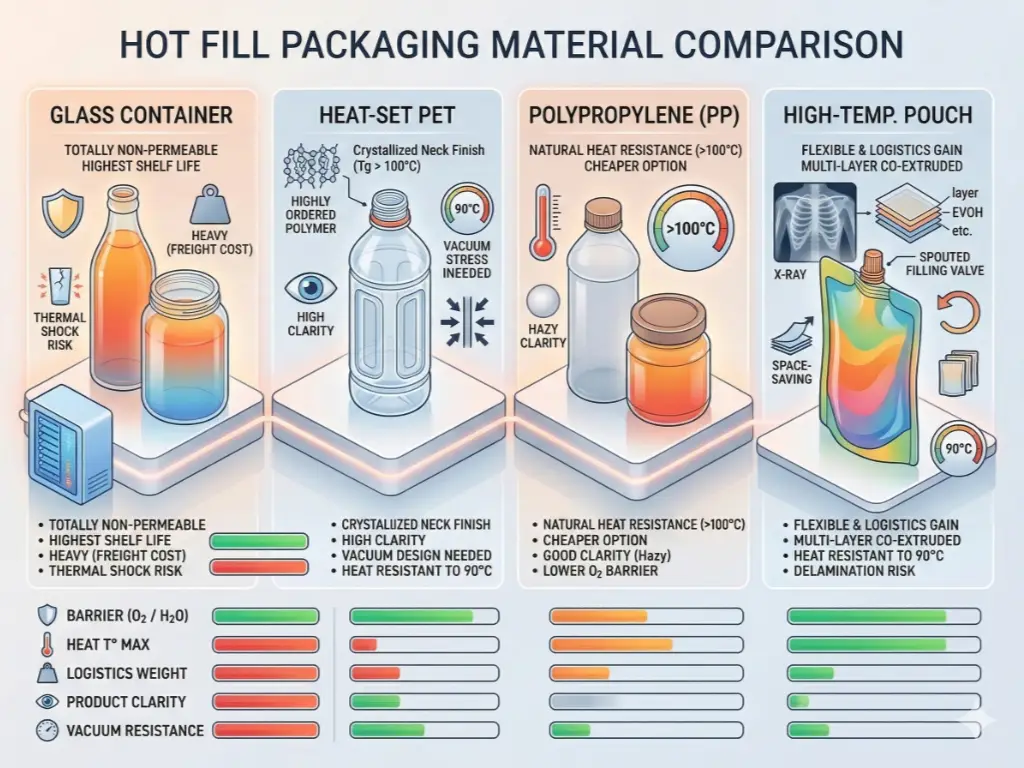
- Wadah Kaca
Bahan pengisi panas yang konvensional dan terkuat adalah kaca. Bahan ini sama sekali tidak dapat ditembus, bebas oksigen, dan tidak ada kemungkinan pergerakan bahan kimia. Kaca menawarkan penghalang kelembapan dan gas 100 persen, yang menjamin umur simpan tertinggi. Baik Anda menggunakan botol standar atau stoples kaca dengan mulut lebar, kaca secara struktural mudah menahan suhu yang lebih tinggi dan tekanan vakum yang diakibatkannya tanpa retak atau berubah bentuk. Sebagai bahan yang bagus, namun demikian, kaca itu berat, dan hal ini menambah banyak biaya pengiriman. Hal ini juga melibatkan perhatian yang cermat terhadap suhu selama proses pengisian dan pendinginan; mengekspos botol kaca isi panas pada perubahan suhu yang tiba-tiba di terowongan pendingin dapat menyebabkan guncangan termal yang merusak dan patahnya wadah.
- PET (Polyethylene Terephthalate) yang Diatur Panas
Botol PET normal akan berubah bentuk dan runtuh pada suhu di atas 70°C. Untuk menggunakan PET dalam jalur pengisian panas, produsen harus membeli Heat-Set PET. Wadah PET Heat-Set ditiup ke dalam cetakan yang dipanaskan dan menjalani pengkondisian termal terkontrol selama proses blow-moulding. Proses ini mengubah struktur rantai polimer, meningkatkan suhu transisi gelas (Tg) dari jenis plastik dan menghilangkan tekanan internal. Suhu pengisian maksimum PET yang diatur panas adalah 90°C, menjadikannya plastik paling populer untuk proses ini. Namun demikian, botol plastik ini membutuhkan berat resin yang lebih besar (berat gram) daripada botol isi dingin agar memiliki struktur yang baik, dan botol plastik ini harus memiliki desain geometris tertentu untuk mengontrol tekanan vakum dan menghindari deformasi botol plastik.
- Polypropylene (PP)
Polipropilena memiliki ketahanan panas alami yang baik dan dapat dengan mudah menahan suhu lebih dari 100°C tanpa prosedur pengaturan panas. Ini adalah pengganti yang lebih murah untuk PET dalam beberapa aplikasi pengisian panas, terutama di mana wadah yang lebih besar atau stoples dengan mulut lebar digunakan untuk menyimpan saus dan selai. Kerugian utama PP adalah tidak sejernih kaca; ia keruh atau kabur dibandingkan dengan transparansi seperti kaca dan hasil akhir yang mengkilap dari PET, yang dapat memengaruhi daya tarik rak ritel. Selain itu, penghalang oksigen PP lebih rendah daripada PET dan dapat mengurangi umur simpan produk yang sangat sensitif terhadap oksidasi.
- Kantong Suhu Tinggi
Meskipun pasar didominasi oleh berbagai jenis botol dan wadah yang kaku, namun pangsa pasar untuk kantong fleksibel yang diekstrusi bersama (spouted pouch) semakin meningkat. Kantung ini terbuat dari film yang dilaminasi, biasanya termasuk lapisan aluminium foil atau lapisan penghalang EVOH, dan dibuat untuk menahan suhu pengisian 90 ° C. Mereka adalah pilihan yang bagus dan memiliki manfaat besar dalam logistik, karena kantong kosong hanya membutuhkan sebagian kecil dari ruang penyimpanan botol kaku yang kosong. Namun demikian, bahan yang fleksibel membutuhkan katup pengisian yang sangat khusus untuk menangani panas tanpa melelehkan cerat, dan proses pendinginan harus diatur dengan baik untuk menghindari delaminasi pada dinding kantong.
Pengisian Panas vs Teknologi Pengisian Lainnya: Matriks ROI
Tim teknik pabrik perlu membandingkan proses pengisian panas dengan teknologi sterilisasi lain yang bersaing. Sistem ini hanya dapat dibandingkan dengan menganalisis belanja modal (CAPEX) dan pengeluaran operasional (OPEX).
| Teknologi | Target pH Kesesuaian | Pengawet Diperlukan | Bahan Tahan Panas | Retensi Rasa & Nutrisi |
| Isi Panas | Asam Tinggi (<4,5) | Tidak. | Tinggi (PET yang Diatur Panas, Kaca) | Sedang hingga Baik |
| Isi Aseptik | Asam Tinggi & Rendah | Tidak. | Rendah (PET ringan standar) | Luar biasa |
| Membalas | Asam Rendah (> 4,5) | Tidak. | Ekstrim (Kaleng logam, kantong retort) | Sedang (Pemanasan yang diperpanjang) |
| Isi Dingin | Asam Tinggi (<4,5) | Ya. | Rendah (PET ringan standar) | Luar biasa |
CAPEX vs OPEX di Berbagai Lini Produksi
Sistem pengisian dingin memiliki CAPEX paling sedikit. Mesinnya sederhana secara mekanis, dan tidak memerlukan penukar panas, terowongan pendingin, atau konveyor inversi khusus. OPEX juga rendah karena produsen dapat menggunakan botol PET standar yang paling ringan dan murah. Namun demikian, kebutuhan akan pengawet kimia membatasi akses ke pasar, dengan produk berlabel bersih sangat diminati oleh konsumen.
- Isi Panas
Pengisian panas adalah investasi CAPEX yang moderat. Jalur ini membutuhkan pasteurisasi, katup pengisian khusus, dan terowongan pendingin yang besar. Di sisi lain, OPEX-nya relatif tinggi. Proses ini sangat memakan energi dalam memanaskan produk dan kemudian mendinginkannya. Selain itu, kebutuhan akan Heat-Set PET menyiratkan bahwa setiap botol isi panas jauh lebih berat dan lebih mahal daripada botol PET biasa. Harga bahan plastik mentah merupakan bagian penting dari biaya operasi berulang.
Teknologi aseptik mahal dalam hal belanja modal yang sangat besar, yang bisa mencapai jutaan dolar. Proses ini mensterilkan produk dan kemasan secara terpisah dan kemudian menggabungkannya dalam ruang steril (isolator) yang steril dan sesuai standar farmasi. Peralatan ini mencakup rendaman sterilisasi yang rumit (dengan hidrogen peroksida atau asam perasetat) dan sistem penyaringan udara steril. Biaya pemeliharaan dan pelatihan operator sangat tinggi. Tetapi OPEX Aseptik berskala kecil. Cairan didinginkan sebelum diisi, sehingga prosesnya menggunakan botol PET standar yang sangat ringan, yang secara signifikan menurunkan biaya resin plastik.
Makanan rendah asam seperti daging, makanan hewan peliharaan, dan kaldu harus di-retort. Produk dikemas dalam kaleng logam atau kantong retort dan kemudian dimasukkan ke dalam bejana bertekanan besar (autoklaf) di mana produk tersebut terpapar uap pada suhu 121 ° C antara 30 dan 60 menit. CAPEX-nya tinggi karena bejana bertekanan tugas berat, dan OPEX-nya ekstrem karena sejumlah besar energi yang dibutuhkan untuk memanaskan air dan menjaga tekanan tetap tinggi selama siklus yang panjang.
Menghitung Titik Impas untuk Merek Anda
Pilihan Hot Fill atau Aseptik adalah latihan matematika yang mengimbangi volume dan biaya material. Para insinyur diharuskan untuk merencanakan titik temu antara penyusutan CAPEX dan akumulasi OPEX.
Ambil contoh matriks keputusan merek jus asam tinggi. Ketika volume produksi kurang dari 10 juta botol per tahun, opsi finansial yang tidak perlu dipertanyakan lagi adalah pengisian panas. Margin keuntungan akan terbunuh oleh CAPEX yang tinggi dari lini Aseptik, dan peningkatan biaya unit botol PET Heat-Set dapat ditangani pada volume rendah.
Namun, matematika akan berbalik ketika skala produksi meningkat. Penghematan yang dilakukan dengan mengganti botol PET standar 15 gram (Aseptik) dengan botol PET Heat-Set 28 gram (Isi Panas) berlipat ganda dengan cepat ketika volume tahunan melebihi 50 juta botol. Jutaan dolar yang dihemat dari resin plastik dan berat pengiriman saja akan menutup CAPEX mesin Aseptik yang sangat besar dalam 24 hingga 36 bulan pada ambang batas ini. Dalam kasus produk asam rendah, volume tidak menjadi masalah; Hot Fill tidak dapat menjamin keamanan makanan, dan pilihannya adalah antara Aseptik dan Retort.
Analisis Kegagalan & Pemecahan Masalah Lantai Toko
Rekayasa teori harus diterjemahkan ke dalam kinerja di lantai pabrik. Jalur pengisian panas menimbulkan masalah fisik dan termodinamika tertentu, yang menyebabkan tingkat skrap yang tinggi jika tidak dikontrol dengan baik. Mode kegagalan berikut ini harus dihindari oleh teknisi produksi dengan menerapkan parameter kontrol yang ketat dan memahami langkah-langkah penting secara umum.
Panel & Distorsi (Desain Panel Vakum)
Panningeling- keruntuhan botol plastik ke dalam yang tidak terkendali adalah cacat visual yang paling umum terjadi pada kemasan isi panas. Volume cairan 85°C berkurang saat mendingin hingga 35°C. Efek ini ditingkatkan oleh uap kondensasi di ruang kepala, menghasilkan ruang hampa udara yang kuat. Bagian luar botol didorong oleh tekanan atmosfer.
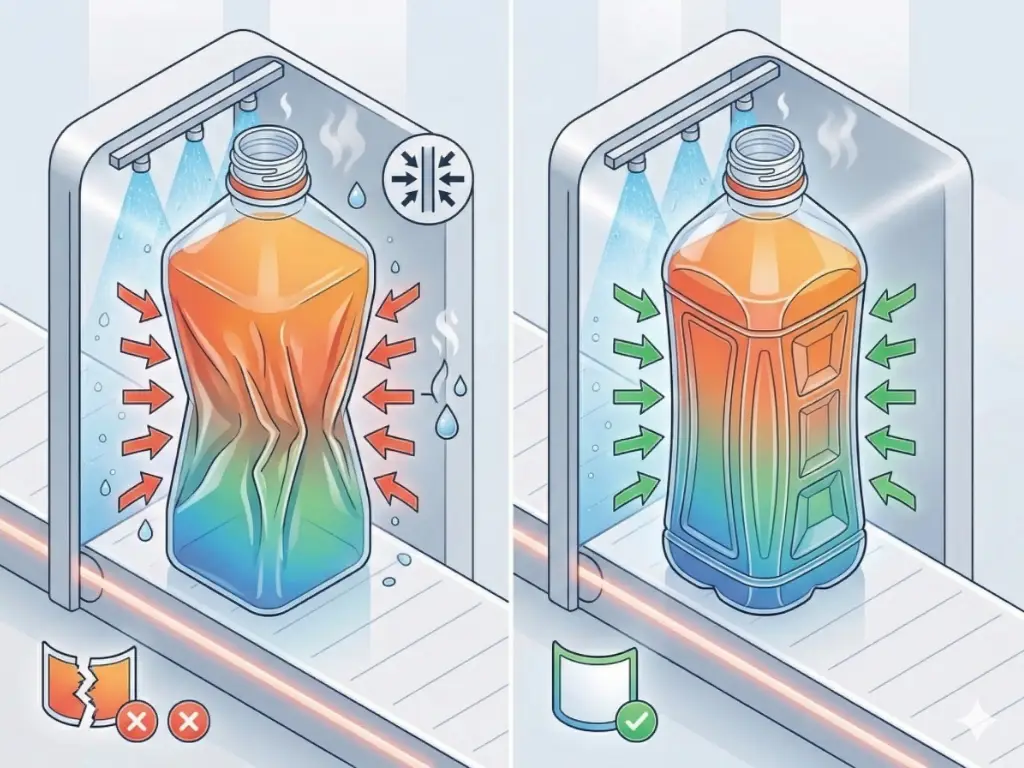
Tekanan tekan ini tersebar secara merata di seluruh geometri botol kaca bundar. Botol plastik, khususnya yang berbentuk persegi atau persegi panjang, tidak mampu menahan gaya ini dengan sendirinya; sisi-sisi datarnya akan melengkung secara acak, merusak area aplikasi label, dan membuat produk tidak dapat dijual.
Untuk mengatasi hal ini, para insinyur struktur menciptakan apa yang disebut panel vakum dalam bentuk botol PET. Ini adalah tanda geometris tertentu atau lengkungan, atau rusuk pada badan botol. Ini adalah titik-titik kerentanan buatan. Saat ruang hampa udara dibuat, panel-panel ini dibuat untuk menekuk ke dalam secara merata, menahan gaya kontraksi dan membiarkan pilar struktural utama botol menjadi lurus dan kokoh. Ukuran yang tidak tepat dari panel-panel ini dibandingkan dengan volume pengisian dan delta pendinginan akan menyebabkan distorsi yang merusak.
Peran Finishing Leher yang Mengkristal
Polimer PET adalah bahan amorf standar yang mulai melunak dan berubah bentuk pada suhu transisi gelas sekitar 70°C. Apabila cairan bersuhu 85°C dituangkan ke dalam botol PET biasa, bagian leher botol, atau bagian berulir tempat tutup botol dipasang, akan melengkung. Perubahan bentuk sepersekian milimeter saja akan memengaruhi segel kedap udara, menyebabkan masuknya oksigen, pembusukan produk, dan penarikan produk dalam jumlah besar.
Untuk menghindari hal ini, botol PET isi panas harus memiliki Lapisan Leher Mengkristal. Leher botol terpapar pada pemanasan inframerah yang intens selama proses pembuatan, tetapi badan botol tertutup. Panas yang terlokalisasi ini menyebabkan rantai polimer di leher botol diarahkan ke dalam struktur kristal yang sangat teratur. Hasil estetika yang dihasilkan yaitu, leher kamera menjadi putih buram. Struktur yang mengkristal ini meningkatkan ketahanan panas pada lapisan leher hingga lebih dari 100°C, yang membuat benang tetap stabil secara dimensi dan sekokoh batu karang ketika pengisian dan pembatasan suhu tinggi dilakukan.

Terlalu matang & Hilangnya Rasa di Terowongan Pendingin
Efisiensi terowongan pendingin adalah yang menentukan kualitas produk yang diisi panas. Jika produk dibiarkan pada suhu 85°C terlalu lama, produk akan mengalami penurunan kualitas secara termal. Hal ini menyebabkan reaksi Maillard (cairan menjadi kecoklatan), hilangnya nutrisi penting seperti Vitamin C, yang berdampak pada sifat nutrisi, dan modifikasi senyawa rasa yang lembut, yang memengaruhi rasa produk. Produk sebenarnya dimasak di dalam botol.
Terowongan yang didinginkan harus menggunakan gradien suhu multi-zona yang akurat. Botol bersuhu 85°C yang ditempatkan langsung ke dalam air dingin bersuhu 5°C akan mengalami guncangan termal, yang dapat membuat kaca retak atau menghasilkan kontraksi plastik yang tidak dapat diprediksi. Suhu harus diturunkan secara bertahap di dalam terowongan (misalnya, Zona 1 60°C, Zona 2 40°C, Zona 3 25°C). Suhu inti botol harus diukur secara konstan oleh teknisi. Cairan kental adalah konduktor panas yang buruk; yaitu, cairan di dinding botol mendingin dengan cepat, dan bagian tengah cairan sangat panas. Tekanan pompa, sudut nosel semprot, dan waktu tunggu konveyor harus dihitung untuk menjamin penghilangan panas yang cepat dan merata.
Menguasai Produk Khusus dan Produk Isi Panas yang Sulit
Teknologi pengisian panas didasarkan pada jus dan teh standar. Kekuatan teknik yang sesungguhnya dari lini pengemasan adalah ketika digunakan untuk memproses bahan multi-fase atau bahan dengan viskositas tinggi.
Menangani Partikulat dalam Isi Panas
Penanganan cairan khusus diperlukan untuk memproses saus asam tinggi dengan partikulat besar, misalnya biji cabai, potongan buah dalam selai, atau potongan sayuran dalam salsa. Katup gravitasi normal atau pengukur aliran berkecepatan tinggi akan menggencet partikulat atau akan terus menerus menjembatani dan menyumbat.

Sistem perlu menggunakan pompa perpindahan positif atau pengisi piston katup putar untuk memastikan integritas partikulat. Ukuran lubang nosel pengisi harus dirancang tidak kurang dari dua kali diameter benda padat terbesar. Selain itu, penting untuk menjaga suspensi partikel padat yang homogen di dalam tangki penampung. Ketika agitasi terlalu keras, partikel-partikelnya akan pecah; ketika terlalu lambat, padatan akan mengendap, sehingga botol pertama hanya berisi cairan, dan botol terakhir hanya berisi padatan. Sistem harus memiliki pengaduk permukaan gesek yang sangat diatur dan bergesekan rendah di dalam hopper yang dipanaskan.
Mengatasi Tantangan Viskositas Tinggi
Saus tomat, sirup pekat, dan pasta yang kental menimbulkan masalah penetrasi termal yang serius. Viskositas merupakan penghalang serius bagi arus konveksi dalam cairan. Penukar panas pelat normal tidak dapat digunakan selama tahap pemanasan pertama; pasta tebal akan terbakar di piring, yang akan menyebabkan pengotoran dan menghentikan produksi. Penukar panas permukaan tubular atau tergores diperlukan dengan produk dengan viskositas tinggi untuk menyeka produk secara fisik dari dinding yang dipanaskan untuk mencegah pembakaran dan untuk memberikan distribusi suhu yang merata.
Pada tahap pengisian, produk kental tidak mudah dipindahkan, dan silinder piston bertekanan tinggi atau silinder piston yang digerakkan servo digunakan untuk mendorong material ke dalam wadah. Kecepatan pengisian harus diprofilkan. Pengeluaran tekanan tinggi akan mengakibatkan percikan dan terperangkapnya kantong udara di dalam pasta. Udara yang terperangkap akan mengembang dan mengempis secara acak, sehingga merusak ketepatan segel vakum dan menambah oksigen yang mempercepat pembusukan. Pengisi harus didasarkan pada metode pengisian dari bawah ke atas, di mana nosel tenggelam ke dasar wadah dan naik sesuai dengan tingkat cairan yang naik.
Cara Memilih Mesin Hot Fill yang Tepat
Pengadaan peralatan pengisian panas membutuhkan penyelarasan kemampuan mekanis dengan strategi bisnis jangka panjang. Pengambil keputusan harus mengevaluasi tiga parameter penting sebelum menyelesaikan spesifikasi:
- Sebagai permulaan, penyelarasan kapasitas harus didasarkan pada efisiensi operasional yang realistis (OEE)bukan pada kecepatan maksimum teoretis. Ketika sebuah saluran diberi nilai 200 botol per menit, terowongan pendingin hilir harus memiliki kapasitas termodinamika untuk menghilangkan panas pada tingkat spesifik tersebut; kemacetan dalam pendinginan akan menyebabkan seluruh saluran mengendur.
- Kedua, sistem harus mendukung peta jalan produk di masa depan. Mesin yang telah dibeli dengan tujuan hanya untuk cairan encer harus dipasang dengan biaya tinggi jika departemen pemasaran memutuskan untuk memperkenalkan saus yang sangat padat. Tunjukkan pengisi piston perpindahan positif dan katup putar berlubang lebar sejak dini jika diperkirakan akan ada matriks yang rumit.
- Ketiga, menilai tingkat otomatisasi Clean-in-Place (CIP) sistem. Jalur pengisian panas digunakan untuk memproses produk yang lengket, bergula tinggi, atau beraroma tinggi. Prosedur pembersihan manual memastikan adanya waktu henti yang lama dan risiko kontaminasi bakteri yang tinggi. Memerlukan prosedur CIP otomatis yang dikontrol PLC lengkap dengan laju aliran yang divalidasi, takaran bahan kimia, dan pencatatan suhu untuk menjamin sanitasi total di antara pergantian batch.
Bagaimana Levapack dapat mengatasi tantangan pengemasan hot fill yang kompleks?
Salah satu tantangan paling signifikan dalam pemrosesan termal adalah mempertahankan efisiensi lini saat menangani produk dengan viskositas tinggi atau pasta yang sangat padat. Meskipun peralatan standar sudah cukup untuk cairan encer, saus yang kompleks memerlukan sistem yang dirancang secara presisi untuk mencegah penyumbatan katup, takaran yang tidak teratur, dan ketidakkonsistenan termal. Inilah sebabnya mengapa Levapack, penyedia mesin pengemasan yang disesuaikan, merupakan pilihan strategis bagi fasilitas yang ingin menghilangkan hambatan produksi dan memperluas keandalan operasional.
Saat memproses saus kental, bumbu kental, atau pasta kental, pengisi standar sering kali mengalami tekanan panas dan takaran yang tidak akurat. Levapack insinyur solusi pengemasan saus isi panas khusus yang dirancang untuk menghilangkan kemacetan yang tepat ini. Memanfaatkan teknologi pengisian piston yang kuat dan baja tahan karat 304/316 tugas berat, alat berat kami dengan mudah menangani suhu ekstrem dan partikulat berat tanpa tersumbat. Dari konfigurasi nosel khusus hingga kontrol berbasis servo yang presisi yang menghasilkan akurasi pengisian sub-1%, kami membantu Anda membangun lini otomatis yang tangguh dan beradaptasi dengan mulus di seluruh PET, kaca, dan kaleng, memastikan integritas produk tanpa kompromi dan efisiensi operasional yang maksimal.



