Terbuat dari Apakah Kaleng? Panduan Insinyur untuk Pemilihan Material & Kinerja Jalur
Kesalahpahaman yang lazim terjadi di industri pengemasan adalah bahwa kaleng adalah komoditas yang terstandarisasi. Kaleng bagi konsumen hanyalah sebuah wadah, yang sering kali bersaing dengan botol plastik atau karton. Ini adalah item baris untuk departemen pengadaan yang ditentukan dalam hal biaya per seribu unit. Namun bagi insinyur produksi dan manajer pabrik, komposisi material kaleng adalah variabel yang mendasari yang menentukan seluruh perilaku jalur pengisian dan pelapisan.
Terbuat dari apa kaleng itu bukanlah pertanyaan kimiawi, tetapi pertanyaan mekanis. Keputusan untuk menggunakan kaleng aluminium atau baja mengubah fisika proses pengemasan secara mendasar. Hal ini mengubah perilaku wadah terhadap beban aksial selama pengisian, aliran logam selama proses pelipit ganda, dan kalibrasi mesin untuk menghindari waktu henti yang merugikan atau tumpukan logam bekas.
Panduan ini melampaui tabel periodik untuk membahas konsekuensi teknik dari pilihan material. Kita akan melihat bagaimana karakteristik mekanis yang unik dari aluminium dan baja berlapis timah bekerja dengan peralatan otomatis dan apa implikasinya terhadap efisiensi produksi Anda.
Dasar-dasarnya: Paduan Aluminium vs Baja Berlapis Timah
Kita perlu menentukan perbedaan metalurgi dan penggunaannya yang umum di pasar sebelum kita menganalisis kinerja lini. Ketika para insinyur bertanya terbuat dari apa kaleng itu, mereka mencari paduan spesifik dan sifat temper.
Kaleng Aluminium
Kaleng Aluminium bukanlah aluminium murni. Kaleng adalah paduan aluminium kompleks yang dimaksudkan untuk sangat mudah dibentuk. Kaleng minuman aluminium adalah yang paling dominan dalam industri minuman (minuman ringan berkarbonasi, bir, minuman berenergi) karena tidak terlalu kaku tetapi memiliki keuletan yang tinggi. Kaleng ini juga digunakan pada makanan ringan yang disiram nitrogen dan kopi siap minum (RTD) kelas atas di mana tekanan internal membantu menahan strukturnya. Menariknya, aluminium daur ulang memainkan peran kunci di sini, karena dapat dilebur kembali dan dibentuk ulang berulang kali dengan kehilangan sifat yang minimal.
- Tubuh: Biasanya terdiri dari paduan 3004, yang mengandung mangan (sekitar 1%), dan magnesium (sekitar 1%). Komposisi ini menawarkan rasio kekuatan-berat yang diperlukan dan memungkinkan lembaran logam ditarik dan disetrika menjadi silinder berdinding tipis, dua bagian.
- Tutup (Akhir): Ini biasanya terbuat dari paduan 5182 yang mengandung lebih banyak magnesium. Hal ini membuat tutupnya lebih kaku dan lebih tangguh daripada bodi untuk memberikan kekakuan yang diperlukan untuk menahan paku keling dan garis skor pada tab pembuka, sehingga sering kali meniadakan kebutuhan akan pembuka kaleng tradisional pada desain yang nyaman dan modern.


Kaleng baja, sebelumnya dikenal sebagai kaleng
Kaleng baja, yang sebelumnya dikenal sebagai kaleng, sebagian besar terbuat dari baja karbon rendah. Hal ini diperlukan ketika produk makanan membutuhkan retorting suhu tinggi (sup, tuna, sayuran, daging) atau penyegelan vakum (susu bubuk, susu formula, nutraceuticals kering), dan wadahnya harus dapat mempertahankan bentuknya di bawah tekanan vakum atau termal.
- Pelat timah (ETP): Ini adalah lembaran baja yang dilapisi dengan lapisan tipis timah (biasanya mencapai ketebalan pelapisan timah yang diinginkan melalui elektrolisis) untuk mencegah korosi pada logam. Ini masih menjadi tolok ukur kaleng makanan logam karena kekuatan strukturalnya.
- Baja Bebas Timah (ECCS): Ini adalah varian yang dilapisi kromium elektrolit. Ini adalah perekat yang bagus untuk pernis dan polimer tetapi tidak memiliki kecerahan estetika seperti timah.

Untuk memvisualisasikan perbedaan teknik, lihat perbandingan di bawah ini:
| Fitur | Paduan Aluminium (Biasanya 2 Bagian) | Baja Berlapis Timah (Biasanya 3 Bagian) |
|---|---|---|
| Komposisi Bahan | Aluminium-Mangan (3004/5182) | Baja Karbon Rendah dengan Lapisan Timah (ETP) |
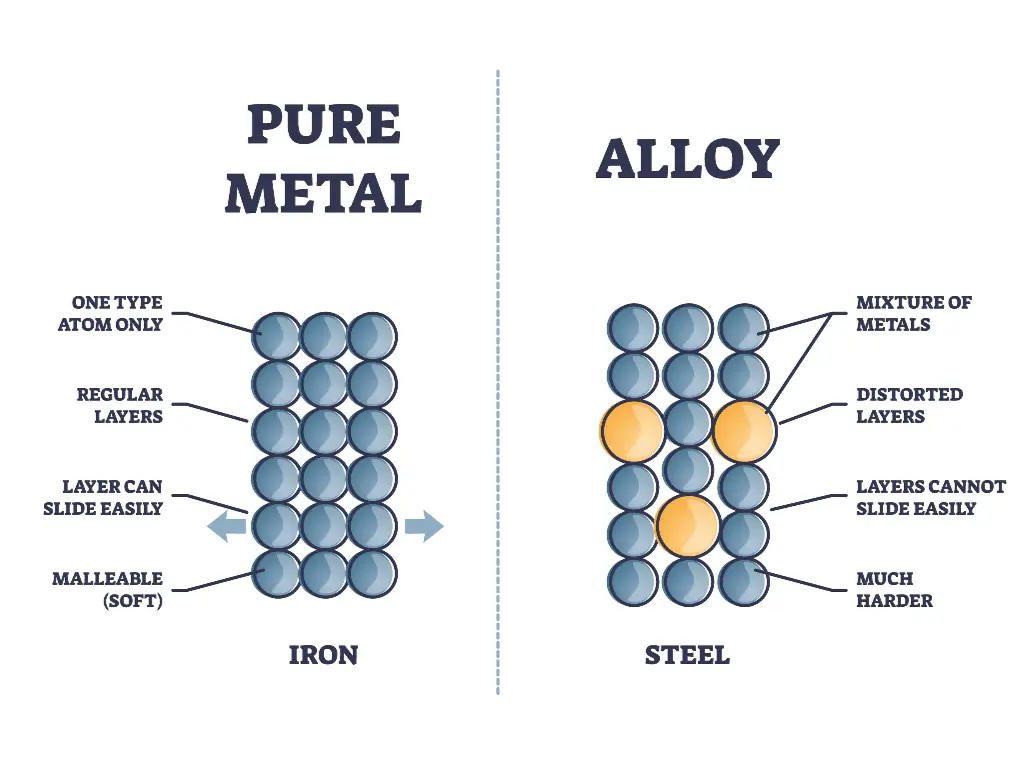
| Properti Mekanis | Daktilitas Tinggi (Lembut & Mudah dibentuk) | Kekakuan & Kekerasan Tinggi (Kaku) |
| Lingkungan Internal | Membutuhkan Tekanan Positif (Karbonasi/N2) | Menangani Vakum & Panas Tinggi (Retort) |
| Karakteristik Seaming | Mudah dilipat, risiko "Jahitan Tajam" | "Springback" yang tinggi, risiko "Jahitan Palsu" |
| Tantangan Mesin Utama | Tekuk Beban Aksial (Perlu presisi) | Keausan Perkakas (Membutuhkan bagian yang dikeraskan) |
Apabila membahas tentang bahan pembuat kaleng, kita juga harus mempertimbangkan bagian dalam kaleng makanan logam. Untuk mencegah korosi pada kaleng atau interaksi dengan makanan, lapisan resin atau lapisan polimer yang keras sering kali diaplikasikan. Ini berfungsi sebagai penghalang yang efektif, memastikan permukaan luar dari makanan logam dapat tetap bersih sementara bagian dalamnya tahan terhadap asam dan garam kering.
Komposisi kimiawi memang menarik, tetapi berada di bawah realitas operasional. Proses manufaktur bergantung pada sifat-sifat mekanis ini. Faktor-faktor yang membuat perbedaan antara lini produksi yang beroperasi pada efisiensi 99% dan lini produksi yang memiliki laju skrap 5% adalah kekuatan luluh, keuletan, dan koefisien pengerasan regangan logam. Dinamika mesin ditentukan oleh bahan baku.
Kekakuan Material: Berdampak pada Dinamika Pengisian dan Pelapisan
Siffness adalah perbedaan operasional yang paling penting antara kaleng logam yang terbuat dari aluminium dan baja. Perbedaan ini menuntut metode penanganan, pengisian, dan penyegelan yang sangat berbeda. Mesin yang disesuaikan dengan kekakuan baja akan menggencet aluminium; mesin yang disesuaikan dengan kepatuhan aluminium tidak akan menyegel baja.
Tantangan Aluminium: Kekakuan Rendah dan Tekuk Beban Aksial
Kaleng aluminium minuman di dunia modern adalah keajaiban teknik dalam meringankan berat. Produsen semakin membuat dinding badan kaleng menjadi lebih tipis, biasanya sekitar 90 mikron (sekitar ketebalan rambut manusia) untuk meminimalkan biaya bahan dan berat pengiriman. Meskipun ini hemat biaya, namun hal ini menimbulkan kelemahan struktural yang besar.
Sebelum diberi tekanan, kaleng aluminium, terutama kaleng minuman 2 bagian, memiliki kekuatan kolom yang rendah. Kaleng harus mampu menahan tekanan vertikal selama proses pengisian dan seaming, terutama di ujung bawah. Ini disebut sebagai Beban Aksial atau Beban Atas.
- Mengisi: Katup pengisian turun dan menutup pada pinggiran kaleng untuk menciptakan ruang hampa udara atau mengatur tekanan balik.
- Seaming: Pelat pengangkat seamer mendorong badan kaleng ke atas ke arah chuck untuk membuka penutup.
Ketika gaya katup pengisian ke bawah atau gaya pelat pengangkat ke atas lebih besar daripada titik leleh aluminium, dinding samping akan runtuh. Hal ini dikenal dengan istilah tekuk. Tekuk tidak hanya menyebabkan hilangnya produk, tetapi juga cenderung memacetkan menara, yang berarti mesin harus disetel ulang secara manual.
Untuk mengatasi hal ini, diperlukan kontrol akurasi. Pengangkat yang digerakkan oleh cam konvensional cenderung menggunakan gaya linier dan pantang menyerah. Apabila ada sedikit perubahan pada ketinggian kaleng, gaya mekanis akan melonjak dan meremukkan wadah.
Tantangan Baja: Kekerasan Tinggi dan Efek Springback
Masalah rekayasa balik adalah baja. Baja tidak fleksibel, tangguh dan tidak kenal kompromi. Meskipun Anda tidak akan menggencet kaleng makanan logam saat mengisinya, namun bahannya tahan saat dibentuk.
Modulus elastisitas baja tinggi. Ketika rol pelapis membengkokkan flensa baja untuk membentuk segel, logam akan cenderung kembali ke bentuk aslinya. Efek ini disebut sebagai Springback.
- Integritas Penyegelan: Untuk mengalahkan pegas dan memberikan segel kedap udara, mesin seaming perlu mengerahkan kekuatan yang jauh lebih besar daripada yang dibutuhkan dengan aluminium. Tanpa kekakuan pada mesin, gaya yang seharusnya membengkokkan logam akan membengkokkan lengan atau poros mesin. Pengalihan ini menyebabkan segel palsu, yaitu segel yang tampak tepat di mata tetapi tidak memiliki kompresi yang diperlukan untuk mencegah bakteri. Hal ini sangat penting untuk kaleng makanan yang berisi makanan asam, di mana kebocoran dapat merusak kesegaran produk makanan.
- Umur Perkakas: Kekerasan baja merupakan komponen mesin yang bersifat abrasif. Rol seaming dan chuck lebih cepat aus saat menangani baja daripada saat menangani aluminium. Profil seaming diubah oleh perkakas yang aus sehingga menghasilkan jahitan yang longgar dan kemungkinan kebocoran.
Pekerjaan dengan baja membutuhkan kekuatan dan ketelitian yang tinggi. Peralatan harus dirancang untuk tahan terhadap kelelahan siklus tinggi dan proses dengan beban tinggi. Hal ini dapat diatasi dengan peralatan berkinerja tinggi dengan dua cara utama:
- Kekakuan Struktural: Rangka dan kepala mesin harus terbuat dari bahan yang kuat. Sebagai ilustrasi, rangka dapat dibuat dari baja tahan karat 304 atau 316 setebal 1,5 mm hingga 2 mm untuk memastikan bahwa mesin tidak bengkok karena beban berat baja seaming.
- Perkakas yang dikeraskan: Untuk melawan keausan, rol pelapis harus dibuat dari baja perkakas bermutu tinggi dengan perlakuan panas khusus atau lapisan keramik. Komponen-komponen ini harus dikerjakan secara akurat, biasanya hingga 2um (mikrometer) untuk memberikan tekanan pada profil rol di lokasi yang tepat untuk memberikan kekuatan yang diperlukan untuk mendorong baja ke titik lelehnya tanpa merusak lapisan. Ini adalah satu-satunya cara untuk mengatasi pegas balik secara konsisten, dengan menggunakan kombinasi struktur yang kaku dan perkakas yang dikeraskan dan presisi.
Formasi Jahitan Ganda: Jahitan Tajam vs Jahitan Longgar
Segel kedap udara adalah lapisan ganda yang dibuat dengan mengaitkan badan kaleng (Body Hook) dan tutupnya (Cover Hook) di ujung tabung. Di sinilah kedua ujungnya bertemu. Meskipun geometri jahitan ganda distandarisasi, rute yang sama bervariasi secara radikal tergantung pada keuletan material.
Risiko Jahitan yang Tajam
Aluminium sangat ulet; mudah mengalir di bawah tekanan.
- Fenomena: Aluminium bersifat lunak dan oleh karena itu, mudah untuk mengencangkan jahitan secara berlebihan. Apabila rol operasi kedua memberikan tekanan yang berlebihan, ini dapat meratakan logam untuk membentuk tepi yang tajam pada bagian atas jahitan.
- Cacat: Hal ini disebut sebagai Jahitan Tajam atau bahkan Cut-over. Tepi yang tajam dapat meretakkan logam atau mengelupas pernis pelindung sehingga logam teroksidasi. Kurva pelipit aluminium harus akurat tetapi halus.
Risiko Jahitan yang Longgar
Baja menolak aliran. Ini membutuhkan persuasi.
- Fenomena: Jika rol operasi pertama gagal mengerahkan kekuatan yang cukup, Body Hook tidak akan terselip di bawah Cover Hook secara memadai.
- Cacat: Hal ini menyebabkan Jahitan Longgar atau Tumpang Tindih Rendah. Pada pemeriksaan visual, jahitan mungkin tampak tebal dan bulat, tetapi di dalam, kaitnya tidak terhubung. Kurva pelipit baja membutuhkan tekanan tinggi pada lintasan pertama untuk menekan logam yang kaku ke dalam geometri yang tepat.
Perbedaan ini adalah alasan mengapa pengaturan seaming universal tidak bisa efektif. Profil rol dan sudut serangan cam harus diselaraskan dengan kesediaan material untuk berubah bentuk.
Realitas Produksi: Beralih dari Baja ke Aluminium
Keunggulan kompetitif di pasar saat ini adalah keserbagunaan. UKM dan pengemas bersama sering kali harus berganti-ganti antara kaleng baja (misalnya, makanan atau bubuk hewan peliharaan) dan kaleng aluminium (misalnya, minuman atau makanan ringan yang diberi nitrogen). Beberapa bahkan mengeksplorasi wadah hibrida atau wadah hibrida komposit aluminium. Namun demikian, peralihan ini tidak boleh diperlakukan sebagai pergantian cetakan semata, yang merupakan formula kegagalan dalam pengoperasian.
Penyesuaian Kritis: Jarak Bebas Seaming dan Kecepatan Turret
Beralih antara baja dan aluminium berarti mesin harus dikalibrasi ulang dalam hal pengaturan fisik.
Faktor Jarak Bebas
Ketinggian Pin (jarak antara pelat dasar dan chuck) dan Jarak Bebas Seaming (jarak antara roller dan chuck) adalah penting. Aluminium lebih tipis. Ketika Anda menggunakan kaleng aluminium dengan pengaturan yang diatur untuk memampatkan pelat timah yang lebih tebal, rol tidak akan cukup memampatkan logam untuk membuatnya bocor. Di sisi lain, mengoperasikan baja pada lingkungan aluminium akan menyumbat mesin dan merusak bantalan.
Fisika Massa
Variabel produksi penting lainnya adalah perbedaan berat. Kaleng baja sangat berat; kaleng ini ditempatkan dengan kuat pada konveyor dan pelat pengangkat. Kaleng aluminium adalah kelas bulu saat kosong.
- Jatuh: Ketika mesin berputar dengan kecepatan tinggi, gaya sentrifugal dan hambatan udara dari mesin pemintal dapat dengan mudah menyebabkan kaleng aluminium yang kosong menjadi tidak stabil.
- Stabilitas Transfer: Roda bintang pemindahan harus dalam sinkronisasi yang sempurna. Setiap tamparan pada rel pemandu yang akan diserap oleh kaleng baja akan membuat kaleng aluminium terbang. Kecepatan turret biasanya memerlukan modulasi ketika mengganti ke aluminium, dan peningkatan akselerasi harus tidak terlalu bergerigi agar lebih stabil.
Solusinya: Resep Otomatis untuk Pergantian yang Cepat
Metode penyesuaian manual, yang melibatkan penggunaan feeler gauge dan kunci pas untuk menyesuaikan jarak bebas, lambat dan rentan terhadap kesalahan manusia. Hal ini menyebabkan waktu henti yang berkepanjangan sehingga mengurangi profitabilitas.
Produksi saat ini membutuhkan Integrasi Servo Cerdas. Alih-alih penyesuaian mekanis, jalur pengemasan logam yang canggih dikendalikan oleh sistem berbasis PLC untuk mengontrol variabel-variabel ini.
- Manajemen Resep Digital: Operator dapat menyimpan pengaturan torsi, profil kecepatan, dan ketinggian pengangkatan servo tertentu dalam HMI (Human-Machine Interface). Dalam mengubah resep "3004 Aluminium" menjadi Tinplate Steel, operator memilih resepnya.
- Presisi Servo: Motor servo akan secara otomatis mengatur kecepatan dan tekanan pengangkatan ke profil yang disimpan. Meskipun perkakas fisik (chuck dan roller) mungkin masih memerlukan penggantian, proses kalibrasi gaya dan kecepatan secara manual terkomputerisasi. Hal ini menjamin bahwa hasil pertama setelah pergantian sama baiknya dengan hasil terakhir dan waktu penyetelan dan pergantian sangat diminimalkan.
Kesimpulan: Mencocokkan Mesin dengan Ilmu Pengetahuan Material
Pohon keputusan teknik yang kompleks dimulai dengan pertanyaan terbuat dari apa kaleng itu. Aluminium ringan dan efisien serta membutuhkan penanganan yang halus dan kontrol beban aksial yang akurat. Baja secara struktural kaku dan membutuhkan mesin yang kuat yang dapat menahan keausan yang tinggi dan menahan gaya pegas yang kuat. Apakah Anda berurusan dengan bahan yang berbeda atau berbagai bentuk, cara terbaik untuk memahami prinsipnya tetap sama.
Produksi yang efektif tidak dicapai dengan membuat mesin bekerja dengan suatu bahan, tetapi dengan memilih peralatan yang peka terhadap karakteristik mekanis khusus dari bahan tersebut.
Di Levapack, kami percaya bahwa mesin pengemasan yang luar biasa dimulai dengan pemahaman yang mendalam tentang kemasan itu sendiri. Kami tidak hanya merakit komponen; kami merekayasa solusi yang menghormati perilaku fisik aluminium dan baja yang berbeda. Filosofi yang mengutamakan material ini adalah alasan kami bersikeras menggunakan baja tahan karat 304/316 ukuran berat untuk rangka kami-bukan hanya untuk daya tahan, tetapi juga untuk memberikan kekakuan mutlak yang diperlukan untuk menyambung baja tanpa lendutan. Itulah sebabnya kami mengerjakan komponen kami dengan presisi 2μm dan mengintegrasikan sistem HMI dan servo yang cerdas-karena menangani aluminium ringan membutuhkan sentuhan yang halus dan dapat diprogram. Dengan pengalaman lebih dari 18 tahun, kami menerjemahkan ilmu material ke dalam keandalan mekanis, memastikan peralatan Anda bukan hanya alat, tetapi juga mitra yang sangat cocok dengan kebutuhan pengemasan Anda.
Apakah Anda kesulitan dengan tingkat scrap yang tinggi atau pergantian yang rumit? Jangan biarkan sifat material menentukan efisiensi Anda. Kami dapat membantu Anda menganalisis proses pengalengan makanan hingga tingkat yang lebih tinggi.
Hubungi tim teknisi kami untuk menilai konfigurasi alat berat mana yang akan memaksimalkan kinerja lini Anda.


