
Panduan untuk Jahitan Ganda: Mekanika, Kualitas, dan Pemilihan Peralatan
Batas kontrol kualitas terakhir adalah integritas wadah. Pelipit ganda telah menjadi standar utama penyegelan wadah logam dalam industri pengemasan selama lebih dari satu abad. Dalam industri makanan dan minuman, mengetahui teknis pelipit ganda bukanlah hal yang penting untuk diketahui, baik bagi pembuat bir rumahan maupun pengolah makanan multinasional; ini adalah bagian penting dari keamanan makanan, umur simpan, dan perlindungan merek.
Panduan ini membahas prinsip-prinsip mekanis dari lapisan ganda, parameter kualitas utama, dan menawarkan panduan untuk pemilihan peralatan yang mengurangi risiko operasional selama proses pengalengan.
Daftar Isi
Apa yang Dimaksud dengan Jahitan Ganda pada Kemasan Logam?
Lapisan ganda adalah sambungan mekanis yang sangat presisi yang dibuat dengan cara mengunci tepi badan kaleng dan tutup (ujung) selama proses pelipit. Berbeda dengan penyegelan panas pada wadah plastik atau pemasangan gesekan pada tutup jepret, lapisan ganda didasarkan pada deformasi lapisan logam yang tidak dapat diubah untuk membentuk penghalang fisik.
Tujuan utama dari operasi pelipit ini adalah untuk menciptakan Segel Kedap Udara. Secara teknis, segel kedap udara adalah segel yang kedap udara dan benar-benar tahan terhadap kontaminan eksternal, seperti gas, kelembapan, dan mikroorganisme. Segel kaleng inilah yang memungkinkan produk yang mudah rusak menjadi steril secara komersial pada suhu kamar selama bertahun-tahun dalam konteks industri makanan.
Jahitan ganda adalah arsitektur tiga dimensi. Ini bukan hanya masalah melipat logam, tetapi juga mengontrol ruang di antara lipatan. Beberapa mikron dapat menjadi jalan masuk bagi bakteri aerobik, termasuk Clostridium botulinum, untuk masuk ke dalam tubuh wadah setelah proses pendinginan. Oleh karena itu, poin terpenting dari sistem manajemen mutu (QMS) dari setiap lini pelipit kaleng adalah menjaga integritas pelipit ganda.
Komponen Inti dan Terminologi Dasar
Seseorang perlu berbicara geometri jahitan untuk mengontrol garis seamer otomatis. Setiap aspek dari jahitan ganda menceritakan kalibrasi mesin dan kinerja material.
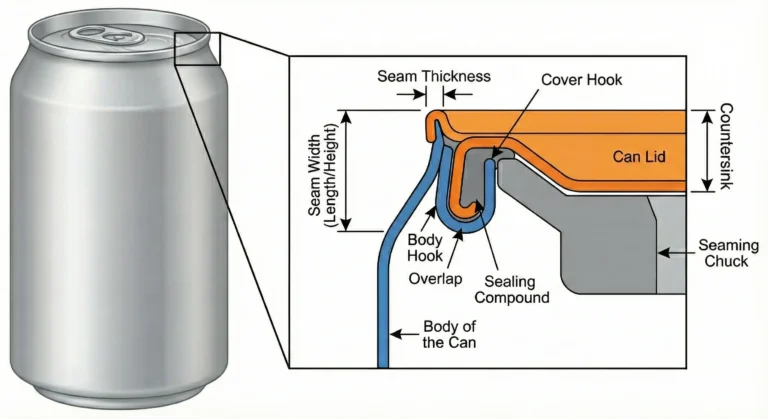
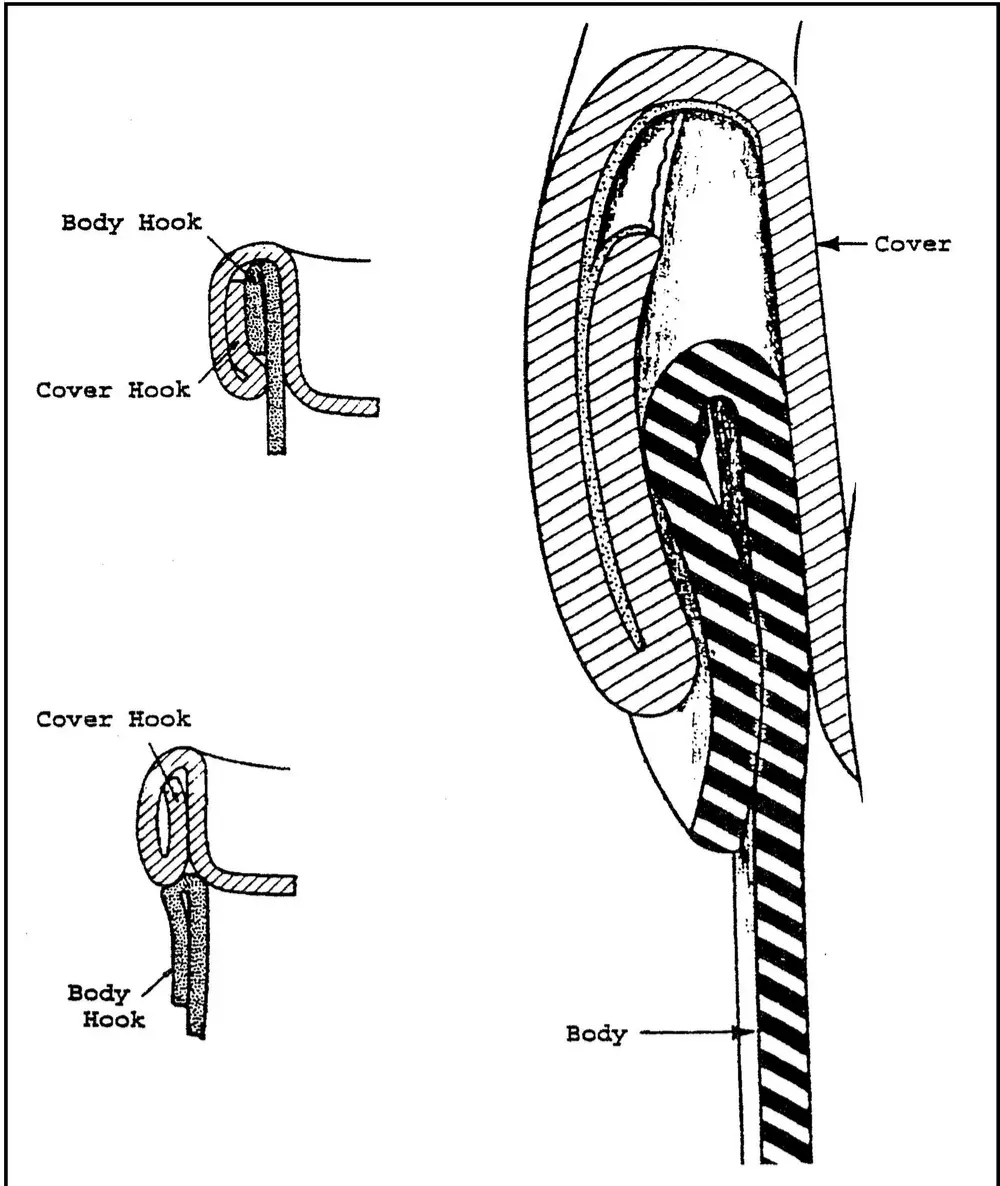
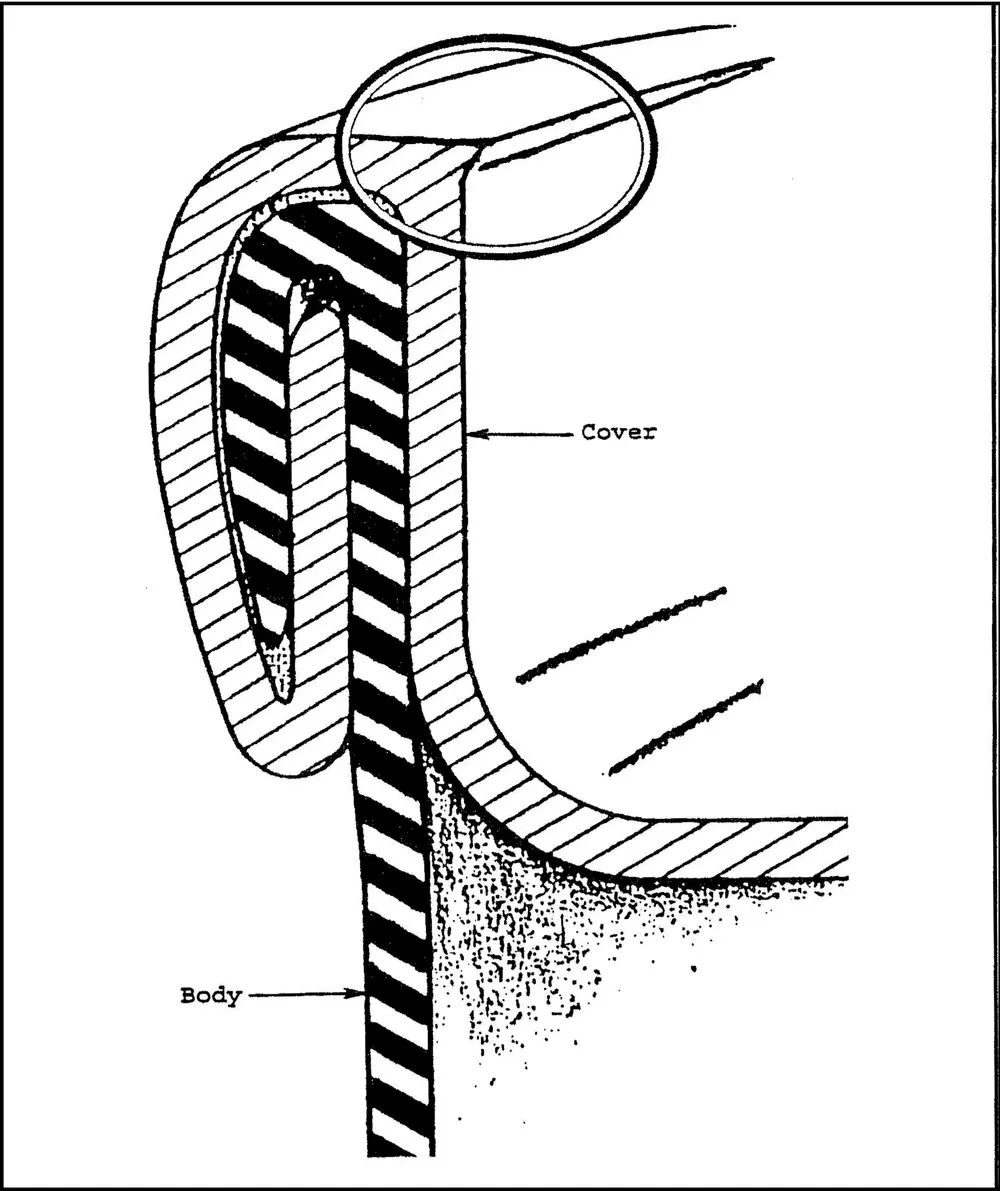
Body Hook: Ini adalah bagian badan flens kaleng yang dilipat ke bawah dalam proses pelipit. Pengait ini harus cukup panjang untuk memberikan tumpang tindih, tetapi tidak terlalu panjang sehingga menyebabkan tekukan struktural.
Pengait Penutup (Pengait Akhir): Ini adalah bagian tutup kaleng ("ikal") yang dilipat dan dilipat di belakang pengait bodi. Pengait penutup yang panjang memberikan jangkauan yang lebih dalam ke dalam lipatan, yang berfungsi sebagai segel internal.
Tumpang tindih: Ini mungkin merupakan ukuran yang paling signifikan dalam analisis jahitan. Jarak fisik di mana pengait penutup dan pengait badan saling bertautan dikenal sebagai jarak fisik. Jahitan tidak memiliki integritas struktural tanpa tumpang tindih yang memadai.
Ketebalan Jahitan: Ini adalah lebar keseluruhan dari lapisan ganda yang sudah jadi, yang merupakan lebar dari kelima lapisan logam (tiga lapisan tutup dan dua lapisan bodi). Ketebalan yang berlebihan biasanya merupakan tanda dari gulungan operasi kedua yang longgar.
SLebar eam (Panjang/Tinggi): Ini adalah dimensi terbesar dari jahitan ke arah sumbu vertikal kaleng. Variasi lebar dapat mengindikasikan masalah pelurusan gulungan atau keausan pada pencekam.
Countersink: Ini adalah jarak antara bagian atas jahitan ganda dan bagian bawah ujung kaleng. Ini adalah pengukuran yang penting karena mengindikasikan sejauh mana tutup kaleng pas pada pencekam jahitan.
Senyawa Penyegel: Ini adalah lapisan khusus yang tangguh, biasanya berupa karet sintetis atau polimer, yang diaplikasikan pada ujung kaleng sebelum mencapai seamer. Di bawah tekanan tinggi dari operasi seamingsenyawa ini dipaksa masuk ke dalam rongga mikroskopis di antara kait logam di bawah tekanan tinggi pada operasi kedua, dan memberikan penutupan kedap gas.
Bagaimana Jahitan Ganda Terbentuk
Pembuatan lapisan ganda adalah prosedur mekanis dua tahap. Prosedur ini melibatkan deformasi progresif dan bertahap pada wadah timah atau aluminium tanpa mematahkan atau menggores lapisan pelindung.
Operasi Pertama: Membuat Interlock
Dimulai dengan kaleng, yang sarat dengan produk, dinaikkan ke tempatnya. Chuck seaming dimasukkan ke dalam countersink tutupnya, mencengkeram tutupnya dengan kuat ke badan kaleng. Gulungan seaming dari operasi pertama kemudian dilanjutkan ke kaleng.
Profil gulungan dari operasi pertama adalah dalam dan sempit. Ini bertujuan untuk menggulung ikal tutupnya di sepanjang flens badan kaleng. Logam diarahkan ke bentuk kait yang longgar saat kaleng berputar pada gulungan. Pada akhir fase ini, pengait penutup dan pengait bodi terjalin, meskipun sambungannya tidak kedap udara. Penampang yang dibuat pada titik ini akan memberikan bentuk S yang longgar. Operasi pertama sangat penting; harus cukup kencang supaya kaitnya tidak terlalu pendek untuk tumpang-tindih pada operasi kedua.
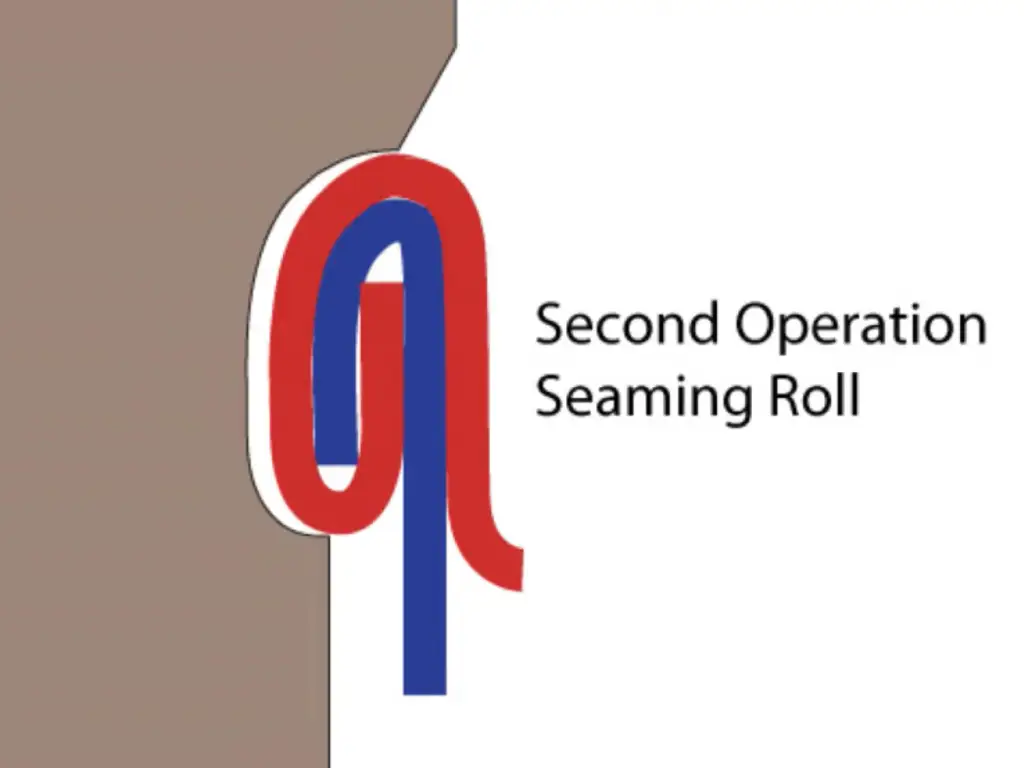
- Operasi Kedua: Kompresi Akhir
Profil gulungan operasi kedua lebih datar dan lebih dangkal. Memiliki fungsi kompresi tekanan tinggi. Gulungan ini bergeser untuk meratakan struktur lima lapis pada pencekam jahitan. Gaya ini mengurangi ketebalan jahitan dan memaksa kait logam menyatu.
Lebih penting lagi, kompresi ini menyebabkan senyawa penyegelan mengalir keluar secara merata di seluruh rongga internal jahitan. Operasi kedua adalah konversi interlock mekanis yang longgar menjadi unit kedap udara yang solid. Apabila tekanannya terlalu rendah, kompon tidak akan mengisi rongga, dan kompon akan bocor. Tekanan yang berlebihan dapat menyebabkan logam meregang atau memeras kompon (disebut pemerasan kompon), yang mengurangi masa pakai seal.

Manfaat Utama dari Teknologi Double Seaming
Meskipun jenis kemasan lain telah dikembangkan, namun double seam masih merupakan jenis pengawetan yang paling disukai dalam skala industri karena sejumlah alasan:
Ketahanan Tekanan Internal dan Eksternal yang Tinggi: Kaleng logam sering digunakan untuk minuman berkarbonasi (tekanan internal) atau sayuran dalam kemasan vakum (tekanan atmosfer eksternal). Kekuatan mekanis untuk menahan gaya-gaya ini tanpa kegagalan diberikan oleh kait yang saling mengunci dari jahitan ganda.
Stabilitas Termal: Jahitan ganda adalah ikatan yang sepenuhnya mekanis. Ini tidak didasarkan pada perekat yang dapat terdegradasi saat terkena suhu tinggi. Hal ini membuatnya cocok dalam proses retort di mana kaleng terpapar pada suhu 121 o C (250 o F) atau lebih untuk mencapai kemandulan komersial.
- Pelestarian Integritas Produk: Karena proses double seaming bersifat dingin (tidak diperlukan panas untuk merekatkan tutupnya), maka proses ini meniadakan kemungkinan hilangnya rasa selama proses penyegelan akibat panas. Hal ini sangat penting terutama pada minuman kelas atas dan nutrisi yang sensitif.
- Operasional Throughput: Mesin rotary seaming tipe modern dapat menangani lebih dari 1.500 kaleng dalam satu menit. Skalabilitas ini tidak tertandingi dengan sebagian besar teknologi penyegelan lainnya dan dengan demikian ini adalah solusi yang paling hemat biaya untuk produksi massal.
- Keamanan Terverifikasi: Lapisan ganda adalah sambungan mekanis yang merupakan salah satu yang paling banyak diteliti dalam bidang teknik. Mode kegagalannya sudah diketahui dengan baik dan prosedur pemeriksaan standar memungkinkan produsen untuk menunjukkan keamanan produk mereka dengan keyakinan matematis.
Cacat Jahitan Ganda yang Umum dan Dampaknya
Meskipun standar industri yang paling umum dan paling tepercaya untuk wadah logam adalah double seaming, namun ini adalah proses mekanis dan oleh karena itu rentan terhadap penyimpangan operasional. Cacat mekanis apa pun dapat menyebabkan kompromi batch.
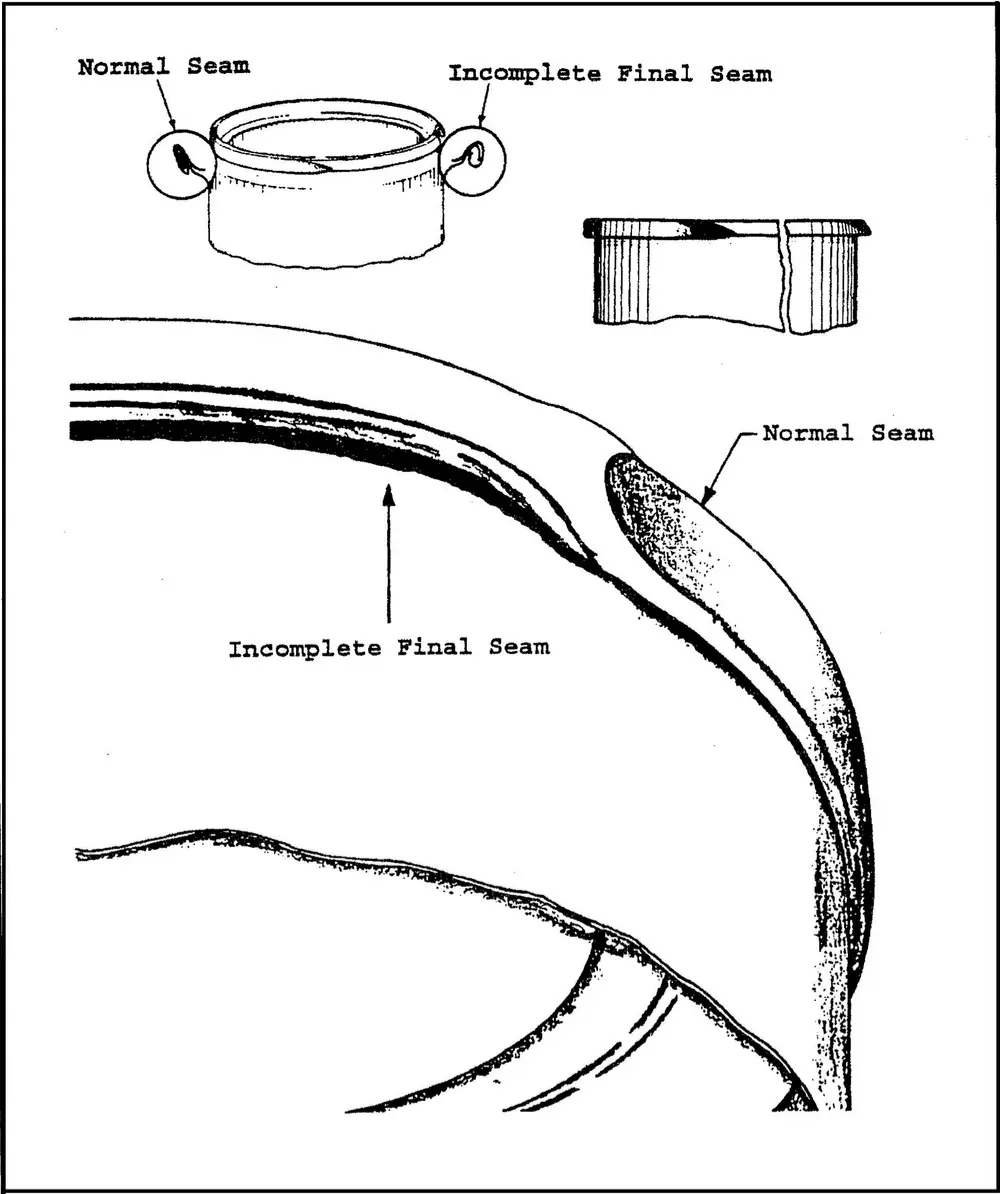
- Jahitan Palsu: Ini adalah kegagalan serius, di mana pengait penutup dan pengait bodi tidak saling mengunci. Keduanya hanya dipaksakan untuk menyatu. Di permukaan, jahitannya mungkin tampak normal, tetapi tidak memiliki integritas struktural dan akan bocor di bawah tekanan yang paling minimal.
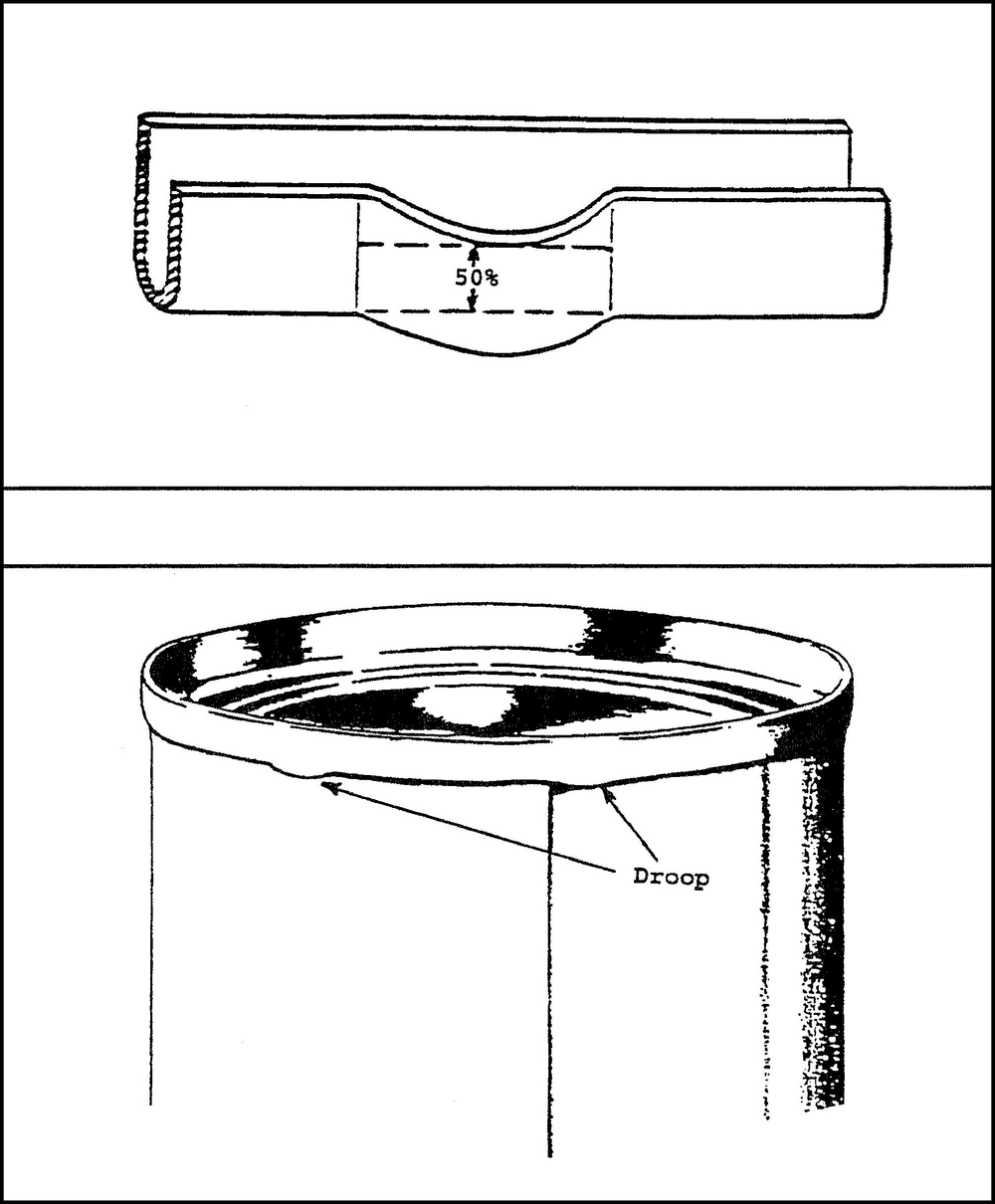
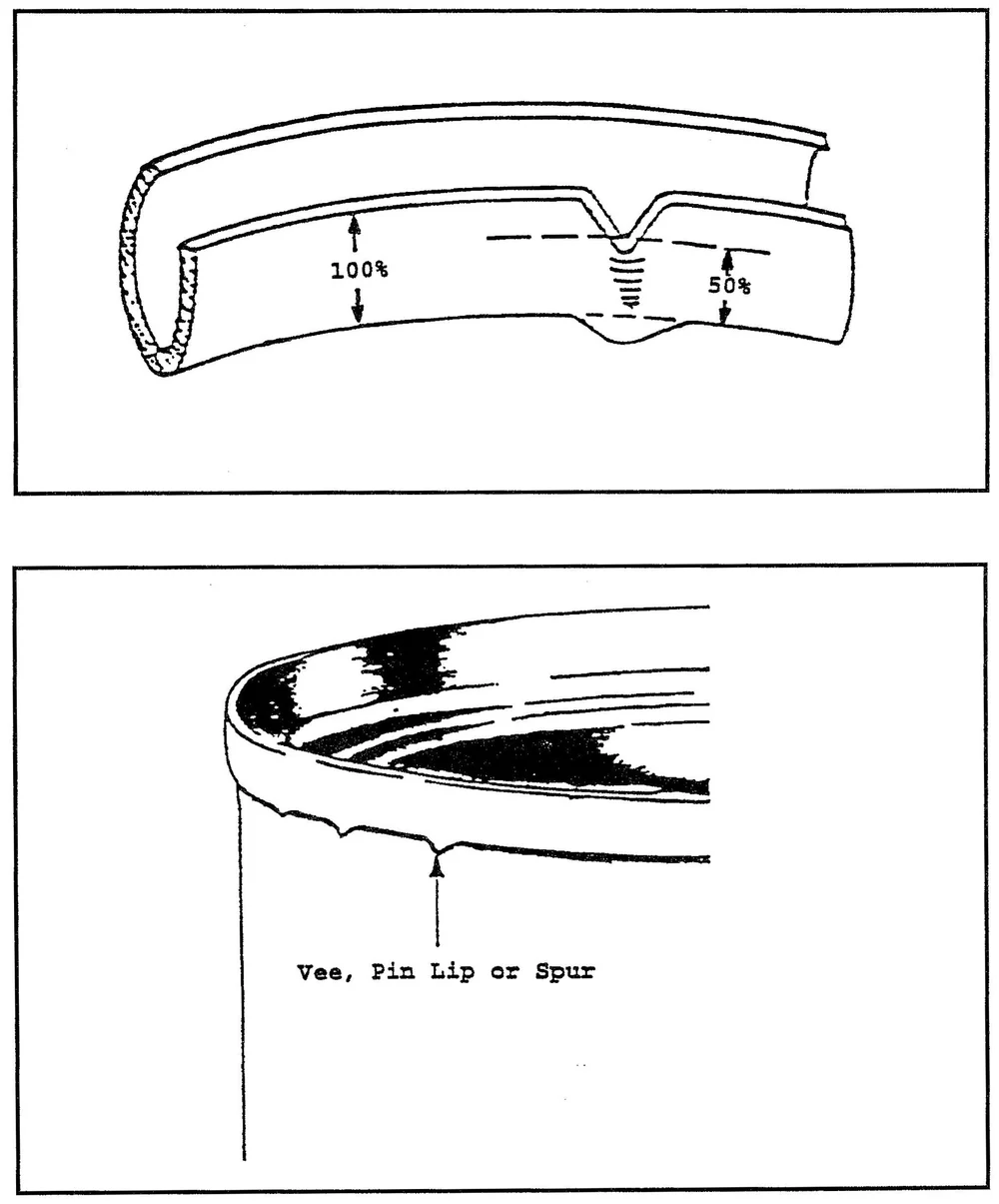
- Terkulai: Droop adalah kehalusan atau proyeksi yang terlokalisasi pada bagian bawah jahitan ganda. Biasanya terjadi apabila ada bagian dari pengait penutup yang terlepas dan tidak terselip. Hal ini merupakan titik yang memungkinkan masuknya bakteri.
- Vee (Lompati): Ini adalah tonjolan kecil berbentuk V di bagian bawah jahitan. Biasanya terjadi di dekat jahitan samping kaleng tiga bagian. Ini menunjukkan bahwa gulungan pelipit tidak dapat menahan tekanan yang sama ketika melewati logam yang lebih berat dari pelipit samping.
- Deadhead (Penyaradan): Apabila pencekam jahitan tergelincir pada tutup kaleng dalam proses jahitan, ini disebut deadhead. Jahitan tidak sepenuhnya terbentuk karena kaleng berhenti berputar pada kecepatan yang tepat. Hal ini dapat disebabkan oleh kurangnya tekanan pengangkat atau chuck yang rusak.
- Cutover (Jahitan Tajam): Ini adalah tepi yang tajam di bagian atas jahitan, biasanya di bagian dalam dinding chuck. Tepi yang tajam ini menunjukkan bahwa logam telah terjepit secara berlebihan di antara roll dan chuck. Pemotongan dapat menyebabkan logam retak dan kegagalan seal seketika.
Efek dari kekurangan ini sangat besar. Satu batch bocor dapat menyebabkan pembusukan produk, kontaminasi lingkungan di gudang dan dalam skenario terburuk, penyakit bawaan makanan yang dapat merusak merek secara permanen.
Faktor-faktor Penting untuk Memastikan Integritas Jahitan
Setelah mengetahui bahwa cacat ini mungkin terjadi, pertanyaan berikutnya yang muncul adalah: Bagaimana cara kita menghindarinya? Untuk menghasilkan jahitan ganda berkualitas tinggi, seamer, bahan dan lingkungan proses harus disejajarkan secara sempurna.
Pengaturan Mekanis dan Spesifikasi Material
Seamer adalah alat yang bagus. Semua bagian harus dikalibrasi hingga sepersekian milimeter.
- Roll dan Chuck Geometri: Profil gulungan pelipit harus diperiksa untuk memastikan bahwa profil tersebut tidak aus. Profil gulungan akan terkikis seiring waktu sebagai akibat dari kontak logam dengan logam, yang menghasilkan jahitan yang longgar. Sebagian besar fasilitas saat ini dilapisi dengan gulungan berlapis titanium nitrida atau keramik untuk meningkatkan masa pakainya.
- Tekanan Pelat Pengangkat: Ini adalah gaya yang menyebabkan badan kaleng terdorong ke dalam pencekam. Ini harus seimbang. Jika terlalu rendah, kaleng akan tergelincir (deadhead). Jika berlebihan, badan kaleng akan tertekuk oleh beban vertikal.
- Bahan Konsistensi: Kekerasan dan ketebalan logam harus seragam. Apabila ujung logam lebih keras daripada spesifikasi, maka tidak akan menghasilkan gaya penggulungan yang mengakibatkan kait dangkal dan tumpang tindih yang tidak memadai. Penyebab yang sering terjadi pada cacat jahitan ganda adalah mengganti tutup logam yang lebih murah tanpa kalibrasi ulang seamer.
Parameter Proses dan Lingkungan Produksi
Penanganan produk di lini sebelum dan selama proses seaming juga mempengaruhi kualitas:
- Manajemen Tumpang Tindih: Indikator utama keamanan adalah Tumpang tindih. Hal ini ditentukan oleh ukuran bodi dan kait penutup. Standar teknis biasanya menuntut minimal 55 persen tumpang tindih untuk dianggap aman.
- Kontaminasi Produk: Jika makanan atau cairan tumpah pada flens sebelum pelipit, maka makanan atau cairan tersebut dapat terperangkap di dalam sambungan. Jebakan ini tidak memungkinkan logam untuk saling mengunci dan membentuk rute kebocoran. Hal ini terutama terjadi pada jalur pengisian cepat di mana cairan cenderung memercik.
- Ruang kepala dan Vakum: Selama proses pengisian panas, kaleng mengalami sedikit perubahan dalam ukurannya akibat perubahan suhu. Seamer harus disesuaikan dengan mempertimbangkan suhu logam selama waktu penyegelan untuk mempertahankan konstanta kompresi.
Daftar Periksa Pemeriksaan Tiga Tingkat untuk Kualitas Jahitan
Program jaminan kualitas yang efektif menggunakan sistem bertingkat untuk mengidentifikasi kesalahan sebelum kesalahan tersebut sampai ke tangan konsumen, mulai dari pengamatan non-destruktif hingga pemeriksaan laboratorium yang intens.
Level 1: Inspeksi Visual
Ini adalah garis pertahanan awal dan harus dilakukan oleh operator setiap 15-30 menit. Operator mencari indikasi eksternal yang tampak dari masalah:
- Goresan atau lecet pada permukaan jahitan.
- Distorsi yang terlokalisasi (terkulai atau melengkung).
- Tepi tajam pada bagian atas dinding chuck (cutover).
- Tanda-tanda "penyaradan" di mana chuck telah menempel pada tutupnya. Meskipun inspeksi visual tidak dapat digunakan untuk menentukan apakah jahitannya bagus, namun dapat dengan mudah digunakan untuk menentukan apakah jahitannya jelek, dan produksi dapat segera dihentikan.
Level 2: Pengukuran Eksternal
Teknisi mengukur dimensi eksternal dengan bantuan peralatan khusus seperti Seam Micrometer atau Digital Seam Gauge: ketebalan jahitan, lebar jahitan, dan kedalaman countersink. Semua ini diukur dalam bagan Kontrol Proses Statistik (SPC). Ketika ketebalan mulai melenceng, itu berarti gulungan jahitan mulai aus atau pengaturan tekanan berubah. Hal ini memungkinkan pemeliharaan proaktif dibandingkan dengan pemeliharaan reaktif.
Level 3: Pengujian Teardown/Pengujian Destruktif
Dengan cara inilah segel dapat benar-benar diperiksa. Setiap kepala pelipit diambil sampelnya. Seorang teknisi melepas pengait penutup pengait bodi secara fisik dengan alat yang dikenal sebagai pembongkaran. Selama pembongkaran, pengukuran dilakukan:
Panjang Pengait Badan dan Penutup.
Perhitungan Tumpang Tindih.
Peringkat Kerut (Kekencangan): Teknisi memeriksa pengait penutup apakah ada kerutan. Nilai kerutan yang tinggi (biasanya lebih dari 30%) mengindikasikan bahwa jahitan tidak dikompresi cukup erat oleh gulungan operasi kedua.
Pencitraan Penampang Melintang: Monitor jahitan video sekarang digunakan di banyak pabrik bervolume tinggi. Jahitan dipotong, dipoles, dan diletakkan di bawah mikroskop. Semua parameter internal kemudian diukur secara otomatis dengan akurasi tingkat mikron menggunakan perangkat lunak.
Double Seaming vs Teknologi Penyegelan Lainnya
Kaleng logam yang digunakan dalam industri ini adalah lapisan ganda karena kapasitasnya yang khusus untuk menahan tekanan dan suhu tinggi. Namun demikian, ketika Anda memikirkan jenis bahan kemasan atau wadah lain, Anda harus mengetahui teknologi lain yang ada di pasar.
| Teknologi | Mekanisme | Bahan Utama | Kerugian Utama |
|---|---|---|---|
| Jahitan Ganda | Interlock Mekanis | Timah, Aluminium, PET | Memerlukan kalibrasi mekanis yang tepat. |
| Penyegelan Panas | Fusi Termal | Wadah plastik, Laminasi | Rentan terhadap "burn-through" atau ikatan yang lemah. |
| Penyegelan Induksi | Pemanasan Elektromagnetik | Lapisan foil pada Plastik / Kaca | Hanya bekerja dengan wadah non-logam. |
| Penyegelan Ultrasonik | Getaran Molekuler | Termoplastik, Komposit | Biaya peralatan yang tinggi; terbatas pada bahan tertentu. |
Meskipun penyegelan panas adalah metode pengemasan yang bagus dan fleksibel, namun tidak sekuat lapisan ganda. Penyegelan induksi menawarkan bukti kerusakan yang bagus dan harus memiliki wadah non-logam untuk memungkinkan medan elektromagnetik melewatinya.
Memilih Peralatan Seaming Kaleng yang Tepat
Pemilihan kapal layar adalah investasi modal jangka panjang. Keputusan yang tidak tepat akan mengakibatkan perawatan yang mahal dan pemborosan produk selama bertahun-tahun. Pilihan Anda harus didasarkan pada kriteria berikut:
- Skala dan Kecepatan Produksi: Sesuaikan nilai Cans Per Menit (CPM) mesin dengan jalur pengisian Anda. Ketidakseimbangan dalam hal ini akan menyebabkan kemacetan dalam operasi. Rotary seamer dengan beberapa kepala adalah satu-satunya solusi yang memungkinkan untuk jalur berkecepatan tinggi (lebih dari 200 CPM) untuk menjamin waktu tunggu yang sama pada setiap kaleng.
- Keserbagunaan Kontainer: Fleksibilitas SKU adalah keunggulan kompetitif di pasar saat ini. Apakah mesin dapat bekerja dengan berbagai diameter dan ketinggian? Temukan desain dengan Pergantian Cepat sehingga tim Anda dapat mengganti chuck dan roll dalam waktu kurang dari 30 menit.
- Teknik Higienis: Untuk makanan dan minuman, mesin harus memiliki Nilai Pencucian. Ini menyiratkan konstruksi baja tahan karat (304 atau 316) dan desain yang tidak memiliki titik mati di mana bakteri atau jamur dapat berkembang.
- Presisi Teknik: Teliti toleransi manufaktur dari mesin pelipit itu sendiri. Mesin yang dibuat menggunakan suku cadang mesin CNC dan bantalan berkualitas tinggi lebih mudah diulang, misalnya kaleng ke-1.000.000 akan memiliki kualitas jahitan yang sama dengan yang pertama.
- Kecerdasan dan Integrasi: Apakah mesin memiliki sensor No Can, No Cover, atau Deteksi Kemacetan? Apakah mesin dapat mengekspor data ke sistem ERP pabrik Anda? Kurva pembelajaran bagi operator baru telah sangat berkurang dengan mesin pelipit yang dikendalikan PLC modern yang memiliki antarmuka layar sentuh.
Peralatan yang paling mahal bukanlah peralatan yang memiliki label harga tertinggi, melainkan peralatan yang rusak pada saat musim puncak.
Di Levapack, kami merancang sistem kami untuk memenuhi standar yang tepat ini dengan menguasai teknologi jahitan ganda. Kami menggunakan pemesinan CNC presisi 2μm untuk komponen penting dan mengintegrasikan elektronik kelas dunia dari Siemens dan Schneider. Kompatibilitas adalah landasan kami-mesin kami dirancang untuk menangani berbagai bahan - termasuk tinplate, aluminium, dan PET - dan beragam ukuran, dari penyegel batch 10 kaleng kecil hingga lini industri berskala besar. Tujuan kami untuk klien adalah menyediakan lebih dari sekadar mesin; kami menyediakan solusi lini produksi pengemasan yang dibuat khusus untuk Anda.
Ketika Anda memilih teknologi kami, Anda berinvestasi dalam garansi 16 bulan dan jaringan dukungan global yang memastikan lini Anda tidak pernah berhenti. Tim teknisi kami membawa lebih dari 15 tahun pengalaman perakitan manual ke setiap unit, memastikan bahwa tujuan produksi Anda terpenuhi dengan kepastian mekanis yang mutlak.
Pertanyaan Umum
Seberapa sering saya harus mengkalibrasi seamer saya?
Kalibrasi harus diverifikasi pada awal setiap shift. Mesin gulung dan chuck harus diaudit setidaknya sekali setiap triwulan, tergantung pada volume produksi Anda, dan harus diaudit secara menyeluruh dengan audit mekanis penuh.
Mengapa tumpang tindih lebih penting daripada ketebalan jahitan?
Ketebalan mungkin sesuai spesifikasi, bahkan apabila kaitnya tidak saling mengunci. Satu-satunya ukuran nyata ikatan fisik antara bodi dan tutupnya adalah tumpang-tindih. Jika tidak ada tumpang-tindih, maka tidak ada segel.
Dapatkah saya menjahit kaleng PET menggunakan peralatan yang sama dengan kaleng logam?
Prinsip mekanis yang sama dapat diterapkan, tetapi gulungan harus diprofilkan dengan cara khusus untuk digunakan dalam PET. Plastik tidak bertindak seperti logam ketika berada di bawah tekanan dan membutuhkan metode sentuhan lembut khusus untuk menghindari keretakan.
Apakah pembilasan nitrogen memengaruhi jahitan ganda?
Mekanisme jahitan tidak diubah oleh nitrogen itu sendiri, tetapi integrasi filler-seamer lebih rumit. Anda harus memastikan bahwa oksigen dibersihkan dalam beberapa milidetik sebelum operasi awal dimulai.
Apa penyebab paling umum dari "kebocoran" dalam pengaturan baru?
Biasanya, ini adalah tekanan pelat pengangkat yang tidak tepat atau gulungan operasi pertama yang tidak disejajarkan dengan benar. Apabila operasi awal gagal memposisikan kurva S dengan benar, maka operasi kedua tidak akan dapat memperbaikinya.


